Оборудование для производства общественного питания. Оборудование предприятий общественного питания - курс лекций
1.doc
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮВЛАДИВОСТОКСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ЭКОНОМИКИ И СЕРВИСА
КОЛЛЕДЖ СЕРВИСА И ДИЗАЙНА
ЛЕКЦИИ
По дисциплине «Оборудование предприятий общественного питания»
для специальностей 260502.51 «Технология продукции общественного питания», 050501.52 профессиональное обучение специализация «Технология продукции общественного питания»
Владивосток 2008
Лекция №1. Введение. Классификация оборудования……………………………….3
Лекция №2. Общие сведения о машинах и механизмах……………………………...8
Лекция №3. Детали машин. Электроприводы…………………………..…………...11
Лекция №4. Машины для обработки овощей………………………………………...17
Лекция №5. Машины для обработки мяса и рыбы…………………………………...20
Лекция №6. Машины для приготовления теста и кремов……………………...……25
Лекция №7. Весоизмерительное оборудование………………………………………29
Лекция №8. Контрольно-кассовые машины………………………………………….35
Лекция №9. Основы теплотехники. Теплогенерирующие устройства……………...39
Лекция №10. Варочное оборудование……………………………………...…………45
Лекция №11. Жарочно-пекарное оборудование…………………………………...…51
Лекция №12. Варочно-жарочное и водогрейное оборудование. Плиты электрические…………………………………………………………………………………..55
Лекция №13. Оборудование для раздачи пищи. Мармиты………………………….58
Лекция №14. Основы холодильной техники. Компрессоры………………………...60
Лекция №15. Торговое холодильное оборудование. Камеры и шкафы
Холодильные…………………………………..………………………………………..65
Лекция №16. Охрана труда. Правовые основы охраны труда………………………67
Список литературы……………………………………………………………………..75
Лекция №1
Тема: Введение. Классификация оборудования.
Введение
На современном этапе общественное питание будет занимать преобладающее место по сравнению с питанием в домашних условиях. В связи с этим возникает необходимость дальнейшей механизации и автоматизации производственных процессов, как основного фактора роста производительности труда. Отечественная промышленность создает большое количество различных машин для нужд предприятий общественного питания. Ежегодно осваиваются и внедряются новые, более современные машины и оборудование, обеспечивающие механизацию и автоматизацию трудоемких процессов на производстве.
Создаются и осваиваются новые машины, оборудование, которые будут работать в автоматическом режиме без участия человека.
В настоящее время одной из важнейших задач в стране является радикальная реформа по ускорению научно-технического прогресса в народном хозяйстве.
В общественном питании она стоит особенно остро, на предприятиях до сих пор преобладающее большинство производственных процессов выполняется вручную. Существуют много видов работы, где занято большое количество работников малоквалифицированного труда. Поэтому коренная перестройка в этой сфере производства предполагает необходимость широкой индустриализации производственных процессов, массового внедрения промышленных методов приготовления и поставки продукции потребителям.
Подобная организация производства в общественном питании позволит не только применять новое высокопроизводительное оборудование, но и более эффективно его использовать. В выигрыше будут и потребители, - сокращаются затраты времени, повышается культура обслуживания, и работники общественного питания - за счет механизации и автоматизации производства резко снижаются затраты ручного труда, увеличивается производительность производства продукции и улучшаются санитарно-технические условия.
Внедрение новой техники и прогрессивной организации производства дает возможность существенно поднять экономическую эффективность работы предприятий общественного питания за счет повышения производительности труда, сокращения расходов сырья и энергии.
Научно-технический прогресс в общественном питании заключается не только в развитии и совершенствовании используемых орудий труда, в создании новых более эффективных технических средств, но и немыслим без соответствующего совершенствования технологии и организации производства, внедрения новых методов труда и управления.
Совершенствование техники должно обеспечивать не только рост производительности труда и его облегчение, но и снижение затрат труда на единицу продукции при использовании новых машин и механизмов. Иначе говоря, новая техника только в том случае будет эффективной, если затраты общественного труда на ее создание и использование требуют меньше труда, сберегаемого применением этой новой техники. В снижении затрат на единицу продукции, производимую с помощью новой техники, в конечном счете и заключается экономическая суть совершенствования машин и механизмов.
Для ускорения темпов НТП в общественном питании большое значение имеет совершенствование тепловых аппаратов, позволяющих интенсифицировать процессы тепловой обработки сырья за счет применения новых способов нагрева, автоматического поддержания заданных режимов, программирования теплового процесса.
В производстве теплового оборудования в нашей стране в течение последних двадцати лет происходили коренные изменения, которые можно назвать технологической перестройкой.В ней можно выделить три периода. Первый состоял в переходе от использования оборудования, работающего на твердом топливе, к газовому и электрическому оборудованию. На втором произошел переход от универсального оборудования (например, кухонная плита) к секционному, каждый вид которого предназначен для выполнения отдельных операций тепловой обработки продуктов. Третий период происходит в настоящее время. Он заключается в производстве и внедрении оборудования, использующего новые методы тепловой обработки продуктов, сухим паром или методом конвективного обогрева.
Для развития теплового оборудования наиболее перспективным направлением является создание новых аппаратов:
С новыми видами тепловой обработки продуктов (комбинированный нагрев, обработка продуктов сухим паром и конвективным обогревом);
С автоматическим регулированием и программированием теплового процесса;
С непрерывным действием для варки и жарки продуктов (трансфер-автоматы);
С устройствами и приспособлениями, механизирующими процессы переворачивания и перемешивания продуктов (пищеварочные котлы с
Механической мешалкой).
Унификация и стандартизация технологического оборудования позволяют сократить значительно его номенклатуру и снизить материалоемкость и создают также реальные предпосылки для уменьшения трудоемкости выпускаемой продукции.
Для повышения технического уровня предприятий общественного питания, роста производительности труда и улучшения организации обслуживания населения, важное значение имеет совершенствование раздаточного оборудования, внедрение высокопроизводительных конвейерных линий для комплектования и реализации комплексных обедов. Новым направлением улучшения раздаточного оборудования является создание линий прилавков самообслуживания, включающих передвижные мармиты, прилавки, шкафы и другие виды раздаточного оборудования, отвечающего санитарно-техническим и экологическим нормативам.
Совершенствование технологических процессов в общественном питании будет эффективным только в том случае, если, их внедрение осуществляется на новой технической основе. При этом новая техника должна создаваться по трем направлениям. Основным является разработка и освоение техники, отвечающей современному уровню развития науки. Постоянно должна проводиться работа по созданию принципиально новых видов техники. Наряду с этим следует уделять большое внимание и модернизации действующего технологического оборудования.
Важным средством ускорения научно-технического прогресса в общественном питании является своевременная модернизация оборудования, замена морально устаревшей техники на современную, не уступающую по качеству, надежности, металлоемкости и энергоемкости лучшим достижениям науки.
Невысокая эффективность внедрения новой техники зачастую связана с несовершенством конструктивных решений отдельных видов машин. Еще недостаточно высоки качество и надежность используемого оборудования.
Таким образом, перед разработчиком и создателем новой техники ставится задача значительно улучшить вес важнейшие технико-экономические параметры машин, оборудования и различных механизмов в общественном питании:
Создание машин и аппаратов, работающих на основе электрофизических методов тепловой обработки пищевых продуктов (инфракрасные лучи и сверхвысокочастотный нагрев и их использование с традиционными методами);
Разработка средств комплексной механизации и автоматизации производственных процессов для специализированных и узкоспециализированных предприятий общественного питания (блинных, пельменных, пирожковых и т.д.);
Повышение качества выпускаемого оборудования - надежности, долговечности и ремонтопригодности, и имеющие стандартные унифицированные узлы и детали.
Создание высокопроизводительных универсальных машин и механизмов, удобных для использования их как в индивидуальном виде, а так же в составе механизированных или автоматизированных поточных линий.
Решение этих задач позволит интенсифицировать производственные процессы на предприятиях общественного питания, значительно улучшить качество выпускаемой продукции и снизить ее себестоимость.
Дальнейшее расширение сети предприятий общественного питания и увеличение их технической оснащенности требует от обслуживающего персонала повышения технической грамотности, специальных знаний и повышения квалификации.
^ Классификация машин
В зависимости от назначения и вида обрабатываемых продуктов, машины предприятий общественного питания можно подразделить на несколько групп.
1. Машины для обработки овощей и картофеля - очистительные, сортировочные, моечные, резательные, протирочные и т.д.
2. Машины для обработки мяса и рыбы - мясорубки, фаршемешалки, рыхлители мяса, котлетоформовочные и др.
3. Машины для обработки муки и тоста - просеиватели, тестомесительные, взбивальные и т.д.
4. Машины для нарезки хлеба и гастрономических продуктов - хлеборезка, колбасорезка, маслоделители и т.д.
5. Универсальные приводы - с комплектом сменных исполнительных машин.
6. Машины для мытья подовой посуды и приборов.
7. Подъемно-транспортные машины.
Машина состоит из трех основных механизмов: двигательного, передаточного и исполнительного, а также механизмов управления, регулирования, защиты и блокировки.
Двигательными механизмами являются главным образом электродвигатели переменного тока с короткозамкнутым ротором (закрытые, асинхронные, трехфазные или однофазные). Для работы в вагонах-ресторанах и на судах используются электродвигатели постоянного тока.
Передаточный механизм служит для осуществления взаимосвязи двигательного и исполнительного механизмов. В совокупности двигательный и передаточный механизмы называют приводом машин.
Исполнительный механизм определяет назначение и наименование машин. Конструкция его зависит от структуры рабочего цикла и характера технологического процесса, а также вида и физико-механических свойств продукта, подвергаемого обработке: В состав исполнительного механизма входят рабочая камера с загрузочным и разгрузочным устройствами, а также инструменты для механической обработки продуктов.
С помощью механизмов управления осуществляются пуск, останов и контроль за работой машины. Механизмы регулирования предназначены для настройки машины, а механизмы защиты и блокировки - для предохранения машины от поломки и аварийного ее отключения.
Все машины, применяемые на предприятиях торговли и общественного питания, можно классифицировать по структуре рабочего цикла, степени механизации и автоматизации процессов и по функциональному признаку.
По структуре рабочего цикла различают машины, периодического и непрерывного действия. В машинах и механизмах периодического действия продукт обрабатывается в течение определенного времени, называемого временем обработки, а затем удаляется из рабочей камеры. После загрузки новой порции продукта процесс повторяется. В машинах непрерывного действия процессы загрузки, обработки и выгрузки продукта происходят одновременно и непрерывно.
По степени механизации и автоматизации различают машины неавтоматические, полуавтоматические и автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются оператором. В машинах полуавтоматического действия основные технологические операции выполняются машиной; ручными остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия все технологические и вспомогательные процессы выполняются машиной.
По функциональному признаку машины и механизмы предприятий торговли и общественного питания подразделяются на ряд групп, обусловленных их назначением: машины для разделения сыпучих пищевых продуктов; машины для мытья овощей и столовой посуды; машины для очистки продуктов от наружных покровов; машины для измельчения продуктов; машины для перемешивания продуктов; машины, обрабатывающие продукты давлением; весоизмерительные устройства и контрольно-кассовые машины; подъемно-транспортное оборудование.
Лекция №2
Тема: Общие сведения о машинах и механизмах.
Машина - это совокупность механизмов, выполняющих определенную работу или преобразующих один вид энергии в другой. В зависимости от назначения различают машины - двигатели и рабочие машины.
В зависимости от назначения рабочие машины могут выполнять определенную работу по изменению формы, размеров, свойств и состояния объектов труда. Объектами труда в предприятиях общественного питания служат пищевые продукты, подвергающиеся различной технологической обработке - очистке, измельчению, взбиванию, перемешиванию, формированию и т.д.
По степени автоматизации и механизации выполняемых технологических процессов различают машины неавтоматические, полуавтоматические, автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются поваром, закрепленным за данной машиной. В машинах полуавтоматического действия основные технологические операции выполняются машиной, ручные остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия вес технологические и вспомогательные процессы выполняются машиной. Они используются в составе поточных и поточно-механизированных линий и полностью заменяют труд человека.
^ Основные требования предъявляемые к машинам и механизмам.
Машины и механизмы должны удовлетворять требованиям прогрессивной технологии обработки сырья и продуктов.
Для этого необходимо, чтобы конструктивные, кинематические и гидравлические параметры оборудования обеспечивали оптимальные режимы технологических процессов и высокие технико-экономические показатели. Такими параметрами являются: удельная энергоемкость, удельная металлоемкость, удельная материалоемкость, удельный расход воды, занимаемая оборудованием площадь и др., т. е. параметры машины, отнесенные к единице производительности.
Конструкция должна обеспечивать высокую надежность и долговечность машины, быструю замену изношенных и неисправных рабочих органов, инструментов, узлов и деталей. Конструкция должна быть технологичной, т. е. в процессе изготовления и эксплуатации машины затрачиваются минимальные средства. Необходимо, чтобы машины и механизмы отвечали требованиям техники безопасности Й производственной санитарии (машины заземляют; рабочие органы, инструменты и элементы передачи закрывают кожухами, крышками, предохранительными кольцами, облицовками или заключают в корпуса; в конструкцию многих машин включают различные блокировочные устройства и элементы, обеспечивающие отключение их при поднятых ограждениях).
Выпускаемые машины все в большей степени должны отвечать требованиям производственной эстетики. Правильные пропорции машин, простота их формы, удобное расположение элементов управления, загрузочных и разгрузочных устройств, приятная окраска способствуют повышению производительности труда и созданию безопасных условий работы.
При создании современных машин и механизмов стремятся к стандартизации и унификации узлов, деталей и комплектующих изделий, что позволяет сократить номенклатуру запасных частей и облегчить выполнение ремонтных работ.
Рабочие органы и инструменты машин и механизмов должны обладать высокой износоустойчивостью. Быстровращающиеся узлы и детали машин должны быть уравновешены, чтобы исключить износ подшипников, валов и корпусных деталей.
^ Материалы, применяемые при изготовлении машин и механизмов.
Детали, входящие в состав машин, испытывают различные нагрузки, что учитывается при выборе материалов. На детали корпусов (станины, стойки и др.) приходится до 75% массы всех деталей машины, и хотя они испытывают незначительные нагрузки, детали должны отвечать требованиям прочности и жесткости. Детали корпусов выполняют литыми из серого чугуна или алюминия и сварными из углеродистой стали марок СтЗ и Ст5. Использование сварных конструкций крышек и кожухов дает большую экономию металлов. Для уменьшения массы переносных машин и механизмов детали их корпусов изготовляют из сплавов алюминия методом литья или литья под давлением. В отдельных случаях детали корпусов могут быть изготовлены из армированных пластмасс или стеклопластиков.
Валы, шестерни, тяги, оси, пальцы испытывают наибольшие нагрузки. Материалами для их изготовления служат углеродистые и нержавеющие стали. Чаще всего применяют стали марок 45, 50, 40Х, 65Г, 15, 20Х и др.
Шестерни, шкивы, зубчатые колеса, маховики изготовляют из чугуна, стали, сплавов алюминия, а также из пластмасс, текстолита, пластиков, капрона и др.
Ножи и решетки мясорубок изготовляют из инструментальной стали, а также высокохромистого чугуна марки Х28. Материалы, которые используют для производства инструментов и рабочих камер, не должны подвергаться коррозии в результате соприкосновения с продуктами, кроме того, они должны легко очищаться от остатков продукта и не разрушаться под влиянием моющих средств.
Выбор марки и способа термообработки материала определяется расчетом его на прочность или жесткость с учетом технологических, эксплуатационных и экономических требований.
^ Маркировка машин и механизмов.
В настоящее время маркировку машин и механизмов производят по отраслевой инструкции, которая устанавливает единый порядок обозначений, обязательный для всех организаций и предприятий торговли и общественного питания.
В основу обозначений положена смешанная буквенно-цифровая система.
Левая часть обозначения - буквенная - состоит из трех-четырех букв. Первая буква соответствует наименованию изделия (П -привод, М -машина и др.), вторая -назначению изделия (У - универсальный, О - очистительный, К - комбинированный, В - взбивальный, Т - тестомесильный, М -моечный, И - измельчительный), третья буква соответствует наименованию вида энергии или основному технологическому процессу (Э - электрический, О - овощной, М - мясной, В - вибрационный) и т. д.
Правая часть обозначения - цифровая- : служит показателем основного параметра изделия (производительность, вместимость рабочей камеры и др.) и отделяется от левой части при помощи дефиса. Основные параметры изделий указывают по верхнему (максимальному) пределу. Если машина выпускается в модернизированном варианте, после основного ее параметра проставляется шифр, обозначающий модернизацию (М, Ml, М2 и т. д.).
Примеры маркировки машин: МОК-250 -машина для очистки картофеля и корнеклубнеплодов производительностью 250 кг/ч; ММУ-1000- машина моечная универсальная производительностью 1000 тарелок/ч; МИМ-500 - машина для измельчения мяса производительностью 500 кг/ч.
Лекция №3
Тема 1.1 Детали машин. Электроприводы.
^ Основные части и детали машин
Современные машины состоят из большого числа деталей различного назначения. Соединяясь между собой, детали образуют узлы. Основными узлами любой машины, используемой в предприятиях общественного питания, являются: станина, корпус, рабочая камера, рабочие органы, передаточный механизм и двигатель.
Станина - служит для установки и монтажа всех узлов машины. Изготавливается она обычно литой или сварной и имеет отверстия для закрепления машины на рабочем месте. Корпус машины - предназначен для размещения внутренних частей машины - рабочей камеры, передаточного механизма и т.д. Иногда станина и корпус изготавливаются как одно целое.
Рабочая камера - место в машине, где продукт обрабатывается рабочими органами.
Рабочие органы - это узлы и детали машин, непосредственно воздействующие на продукты питания в процессе их обработки.
Передаточный механизм - передает движение от вала двигателя к рабочему органу машины, одновременно обеспечивая требуемые скорость и направление движения. Как правило в качестве двигателя машины используется электродвигатель
Понятие о передачах
Передачей называется механическое устройство, передающее вращательное движение от вала электродвигателя к валу рабочих органов. Одновременно передачи позволяют изменять скорость вращения вала, направление движения на противоположное и преобразовывать один вид движения в другой.
В механических передачах вал с закупленными на нем деталями, передающими вращение, называется ведущим, а вал с деталями вращения - ведомым.
Все механические передачи можно разделить на ременные, зубчатые, червячные, цепные и фрикционные.
^ Зубчатые передачи это механизм, состоящий из 2-х зубчатых колес, сцепленных между собой. Эти передачи получили широкое применение в передаточных механизмах машин.
В зависимости от конструкции и расположения зубчатых колес, зубчатые передачи подразделяются на цилиндрические, конические и планетарные. По способу зацепления зубьев, зубчатые передачи делятся на передачи с внешним и внутренним зацеплением.
В зависимости от расположения зубьев, колеса подразделяются на плоскозубые, косозубые и шевронные. Для передачи сложного вращательного движения используется планетарный зубчатый механизм (рис. 1-2 п а п ), при котором одно зубчатое колесо неподвижно, другое совершает двойное вращение: вокруг своей оси и вокруг оси неподвижного колеса (взбивальная машина).
^ Ременная передача - осуществляется при помощи двух шкивов, закрепленных на ведущем и ведомом валах, и надетого на эти шкивы ремня. Вращение от одного вала к другому передается посредством трения, возникшего между шкивом и ремнем.
Ремень в поперечном сечении может иметь форму прямоугольника - плоско ременная передача, трапеции - клиноременная передача, круга - круглоременная передача. Ремни выполняются из кожи или хлопчатобумажной и прорезиненной ткани. Нормальная работа зависит от правильного натяжения ремня. Ременная передача бесшумна в работе, проста по конструкции и предохраняет машину от поломки в случае заклинивания, так как ремень будет пробуксовывать. На предприятиях общественного питания широкое применение получила клиноременная передача, применяемая в картофелечистках, мясорубках, холодильных агрегатах и т.д.
^ Червячная передача применяется для передачи движения между валами с пересекающимися осями. Состоит она из винта со специальной резьбой (червяк) и зубчатого колеса с зубьями соответствующей формы. Эти передачи компактны, бесшумны и значительно снижают скорость вращения вала.
^ Цепная передачи состоит из 2-х закрепляемых на валах звездочек и шарнирной гибкой цепи, которая надевается на звездочки и служит для их связи. Эти передачи применяются в механизмах и машинах при больших расстояниях между валами и параллельном расположении их осей. Цепные передачи обеспечивают постоянное передаточное отношение и по сравнению с ременной передачей позволяют передавать большие мощности, кроме того, одной цепью можно приводить в движение нескольких валов. К недостаткам цепной передачи можно отнести высокую стоимость обслуживания, сложность изготовления и шума в процессе работы.
^ Фрикционная передача состоит из 2-х катков, насаженных на валы и прижатых один к другому. Вращение от ведущего катка перелается ведомому за счет силы трения.
При передаче вращения между параллельными валами применяются цилиндрические передачи, между пересекающимися валами - конические.
Эти передачи просты по конструкции, бесшумны в работе и самопредохраняются от перегрузок, однако имеют некоторые недостатки: низкий КПД - 80-90%, непостоянное передаточное число и повышенный износ катков.
Кривошипно-шатунный механизм предназначен для преобразования вращательного движения в возвратно-поступательное движение рабочего инструмента. Он состоит из коленчатого вала, шатуна и поршня. При вращении коленчатого вала, шатун вставляет поршень перемещаться возвратно-поступательно. Этот механизм применяется в компрессорах холодильного оборудования.
^ Понятие об электроприводах
Электроприводом называется машинное устройство, используемое для приведения в движение машины. Он состоит из электрического двигателя, передаточного механизма и пульта управления. На предприятиях общественного питания наибольшее распространение имеют двигатели, рассчитанные на напряжение 380/220 В. Это значит, что один и тот же двигатель может работать от сети переменного тока с частотой 50 Гц и с напряжением 380 или 220 В, следует только правильно соединить обмотки его статора. Соединяя их "треугольником", двигатель подключают к сети напряжением 220 В, соединяя ""звездой, к сети напряжением 380 В.
Широкое применение получили универсальные приводы, которые могут поочередно приводить в движение различные устанавливаемые сменные рабочие механизмы - фаршемешалка, мясорубка, взбивали и т.д. Применение универсальных приводов в стоповых очень выгодно. Объясняется это тем, что сменные рабочие машины работают в столовых не более часа и поэтому имеют очень малый коэффициент использования. В таких случаях устанавливать электропривод к каждой машине нецелесообразно из-за увеличения ее стоимости и занимаемой плошали. В настоящее время промышленность выпускает универсальные приводы 2-х видов: общего назначения, которые используются в нескольких цехах, и специального назначения, которые используются только в одном цехе, например, в мясном. К универсальным привалам общего назначения относятся и универсальные малогабаритные приводы УММ-ПР с электродвигателем переменного тока, УММ-ПС с электродвигателем постоянного тока, которые используют на транспорте (судах и вагонах-ресторанах). Все универсальные приводы имеют буквенные обозначения. Первая буква П обозначает привод, вторая - название цеха: М - мясной, X - холодный, Г - горячий, У - универсальный, для холодного цеха ПХ-0,6, для горячего цеха ПГ-0,6 и для мясного цеха ПМ-1,1. На приводы общего назначения: ПУ-0,6 и П-11 устанавливаются сменные механизмы, которые имеют буквенные обозначения: первая буква М - механизм сменный, вторая М - мясорубка, В - механизм взбивальный, О - механизм овощерезательный.
^ Универсальные приводы
На предприятиях обществе иного питания наряду с машинами предназначенными для выполнения одной какой-либо операции применяются универсальные приводы с набором сменных механизмов, выполняющих целый ряд операций по обработке продуктов.
Универсальные приводы используют преимущественно в небольших предприятиях общественного питания, в мясных, овощных и кондитерских цехах.
Универсальным приводом называется устройство состоящее из электродвигателя с редуктором и имеющее приспособление для переменного подсоединения различных сменных механизмов. Он состоит из электродвигателя с редуктором, на котором могут закрепляться и попеременно работать различные по назначению съемные механизмы: мясорубка, взбивалка, овощерезка, мясорыхлитель и другие машины. Отсюда привод получил свое название - "универсальный".
Применение универсальных приводов значительно увеличивает производительность труда, снижает капитальные затраты, увеличивает коэффициент полезного действия оборудования и т.д.
В настоящее время промышленность выпускает универсальные приводы П-11 и ПУ-0.6 для различных цехов, а также приводы специального назначения П-1,1 для сравнительно небольшого ассортимента продукта.
Для работы в небольших столовых, а также в камбузах речных и морских судов используются универсальные малогабаритные привады УММ-ПС иди УММ-ПР. Источником энергии этих приводов макет быть переменный (ПР) или постоянный (ПС) ток.
Универсальный привод общего назначения ПУ-0,6 выпускается двухскоростным с частотой вращения вала 170 и 1400 об/мин и односкоростным с частотой вращения 170 об/мин и мощностью двигателя 0,6 кВт. Он имеет комплект сменных механизмов (табл. 1), которые могут использоваться на небольших предприятиях, где отсутствует цеховое.деление приготовления продушин.
На больших предприятиях общественного питания, где имеется цеховое деление, используют специализированные универсальные приводы:
Привод ПМ-1.1 специализированный для мясо-рыбного цеха выпускается в односкоростном или двухскоростном варианте, с частотой вращения вала 170 или 1400 об/мин и мощностью двигателя 1,1 кВт. Он имеет комплект сменных исполнительных механизмов, которые могут быть использованы только в мясо-рыбных цехах предприятий.
Привод ПХ-0,6 специализированный для холодных цехов. Состоит из односкоростного привода П-0,6 и комплекта сменных исполнительных механизмов, которые могут быть использованы в холодных цехах.
Привод ПГ-0,6 специализированный для горячих цехов, состоит из полноскоростного привода П-0,6 и комплекта сменных исполнительных механизмов, которые могут быть использованы в горячих цехах.
Привод П-П универсальный состоит из двухступенчатого зубчатого редуктора, двухскоростного двигателя. Частота вращения приводного вала привода составляет ПО и 330 об/мин. На горловине привода расположена рукоятка с кулачком для крепления сменных исполнительных механизмов. Переключатель скоростей электродвигателя, пусковая кнопка и кнопка возврата гешевого реле смонтированы на пульте управления.
Все выпускаемые приводы и сменные механизмы к ним имеют буквенные и цифровые обозначения.
Буква П - обозначает слово привод, У - универсальный, М - мясной цех, X - холодный цех, Г - горячий цех. Цифры, следующие за буквенными обозначениями, указывают на номинальную мощность электродвигателя привода в киловаттах.
Сменные механизмы (МО. комплектуемые к универсальному или специализированным приводам, имеют определенный порядковый номер.
Номер 2 - мясорубка, 3 - соковыжималка, 4 - взбивалка, 5 - картофелечистка, 6 - мороженница, 7 - протирочный механизм, 8 - фаршемешалка, 9 - куттер, 10 - овощерезка, 11 - тележка или подставка для привода, 12 - размолочный механизм, 13 - приспособление для чистки ножей и вилок, 14 - колбасорезка, 15 - косторезка, 16 - точило, 17 - рыбоочиститель, IS - механизм для фигурной нарезки овощей, 19 - рыхлитель мяса, 20 - механизм для взбивания, 21 - котлетоформовочный механизм, 22 - механизм для нарезки вареных овощей, 24 - просеиватель, 25 - механизм для перемешивания салатов и винегретов, 27 - механизм для нарезки свежих овощей, 28 - механизм для нарезки сырых овощей брусочками.
Цифра, следующая за порядковым номером механизма показывает величину средней производительности. Кроме того, некоторые сменные механизмы обозначаются двумя или более цифрами. Например, МС-4-7-8-20. Это обозначение свидетельствует о многоцелевом назначении механизма: 4 - взбивать продую-, 7 - протирать продукт, 8 - перемешивать фарш, 20 - емкость бачка.
Правила эксплуатации и техники безопасности универсальных приводов
Подготовку к работе универсального привода проводит повар, закрепленный за данной машиной, который перед началом работы обязан выполнить требования техники безопасности и соблюдать при работе с машиной безопасность труда.
Вот поэтому перед началом работы проверяется правильность установки универсального привода, исправность сменного механизма и правильность его сборки и крепления с помощью винтов-зажимов. При установке корпуса сменного механизма в горловине привода контролируют» чтобы конец рабочего вала механизма попал в гнездо привода вала редуктора универсального привода. Проверяется наличие ограждающих устройств, заземления или зануления.
Убедившись в исправности сменного механизма и привода, производят пробный пуск па холостом ходу. Привод должен работать с небольшим шумом. В случае неисправности привод останавливают и устраняют причину неисправности. Регулировать скорость вращения в процессе работы разрешается только при наличие вариатора в конструкции машин.
Приготовленные продукты загружать в сменные механизмы нужно только после включения универсального привода, исключение составляет только взбивальный механизм, у которого сначала загружают в бачок продукты, а затем включают универсальный привод.
При работе запрещается перегружать сменный механизм продуктами, так как это приводит к ухудшению качества или порче продуктов, а так же к поломке машины. Особое внимание нужно уделить строгому соблюдению правил безопасности при работе с универсальным приводом, т.к. неосторожность приводит к травмам обслуживающего персонала.
Осмотр универсального привода и установленного сменного механизма, а так же устранение неполадок разрешается проводить только после выключения электродвигателя универсального привода и его полной остановки.
После окончания работы универсальный привод выключают и отключают от электросети. Только потом можно снимать сменный механизм для разборки, промывки и сушки.
Профилактический и текущий ремонт универсального привода и сменных механизмов проводят специальные работники согласно заключенного договора.
Оборудование предприятий общественного питания
Контрольная работа по дисциплине
«Оборудование» № 02858
Вопрос №4. Классификация и структура машин. Основные требования предъявляемые к машинам и механизмам ПОП. Классификация оборудования ПОП
Машины и механизмы, применяемые на предприятиях общественного питания, классифицируют: по структуре рабочего цикла, функциональному признаку, степени механизации и автоматизации, технологических процессов, виду и свойствам продуктов (предметов), подвергающихся обработке.
По структуре рабочего цикла различают машины и механизмы непрерывного и периодического действия. В машинах и механизмах непрерывного действия процессы загрузки, обработки и выгрузки продукта происходят непрерывно. Продукты постоянно поступают в рабочую камеру, перемещаются вдоль неё и одновременно подвергаются воздействию рабочих органов машины, после чего удаляются из рабочей камеры.
В машинах и механизмах периодического действия продукт обрабатывается рабочими органа в течение определенного времени. Приступить к обработке следующей порции продукта можно только после того, как из рабочей камеры машины будет выгружен обработанный продукт.
По функциональному признаку машины и механизмы подразделяют на группы оборудовании, характеризующиеся одинаковым воздействием на обрабатываемый продукт.
По степени механизации и автоматизации выполняемых технологических процессов различают машины неавтоматические, полуавтоматические и автоматические. В машинах неавтоматического действия нагрузка, выгрузка, контроль и вспомогательные технологические операции выполняются оператором. В машинах полуавтоматического действия основные технологические операции выполняются машиной; ручными остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия все технологические и вспомогательные процессы выполняются машиной. Они могут использоваться в составе поточных и поточно-механизированных линий и полностью заменять труд человека.
По виду и свойствам продуктов (предметов), подвергающихся обработке, машины и механизмы подразделяют на следующие группы.
1. Машины для обработки овощей и картофеля - сортировочные, моечные, очистительные, овощерезательные, протирочные, поточные линии по переработке овощей.
2. Машины для обработки мяса и рыбы - мясорубки, фаршемешалки, мясорыхлительные машины, котлетоформовочные, рыбоочистительные.
3. Машины для приготовления теста и кремов - просеиватели, тестомесильные машины, тестораскаточные, взбивальные.
4. Универсальные приводы общего и специализированного назначения.
5. Машины для нарезки хлеба и гастрономических продуктов.
6. Посудомоечные машины.
7. Подъемно-транспортные машины.
Основные части машин. Машина представляет собой совокупность механизмов: двигательного, передаточного и исполнительного, которые состоят из большого числа деталей. Деталью называется часть машины, изготовленная без сборочных операций. Соединение нескольких деталей называется узлом.
Основными узлами любой машины, используемой на предприятиях общественного питания, являются станина, корпус, приводной и исполнительный механизмы, а также аппаратура управления.
Станина - это неподвижное основание, на котором укрепляются все узлы машины.
Корпус машины предназначен для размещения приводного и исполнительного механизмов. Станина и корпус могут выполняться как единое целое.
В состав приводного механизма входят электродвигатель, преобразующий электрическую энергию в механическую, и передаточный механизм (передача), передающий движение от электродвигателя к исполнительному механизму.
Исполнительный механизм состоит из рабочей камеры - закрытого пространства, где осуществляется процесс обработки продукта, и рабочих органов - деталей, которые осуществляют этот процесс. Рабочая камера имеет загрузочное и разгрузочное устройства.
Аппаратура управления служит для пуска и останова машины, а также для контроля за ее работой.
Рассматривая узлы различных машин, можно обнаружить, что в их состав входит большое количество однотипных деталей или деталей общего назначения (валы, оси, опоры, подшипники и др.).
Другие детали характерны только для определенного типа машин - это детали специального назначения.
Требования к материалам, используемым для изготовления машин. Для изготовления деталей и узлов выбирают материалы, обеспечивающие надежность работы машины при минимальных массе, габаритах и стоимости.
Основными материалами для изготовления деталей машин служат черные и цветные металлы или их сплавы, а также пластмассы и другие синтетические материалы. К черным металлам относятся сплавы железа, важнейшими из которых являются чугуны и стали.
Чугун обладает высокими литейными свойствами и применяется для изготовления деталей сложной конфигурации.
Сталь прочнее чугуна, легче сваривается и лучше обрабатывается. Из стали обыкновенного качества изготовляют сварные корпусные детали, крышки, кожухи и другие детали. Если в состав стали ввести небольшое количество цветных металлов (хром, никель и др.), то можно увеличить ее прочность, твердость, пластичность, а также устойчивость к коррозии и износу. Такие стали называются легированными. Они применяются для изготовления деталей машин, непосредственно контактирующих с пищевыми продуктами. Для лужения стальных деталей используют олово (лужение рабочих органов мясорубок).
Большое применение в машиностроении находят пластмассы, детали из которых (шестерни, шкивы) легче металлических, бесшумны в работе и имеют достаточную прочность, износоустойчивость, антикорозийность.
Из цветных металлов для изготовления деталей, соприкасающихся с пищевыми продуктами, используют сплавы алюминия.
Материалы, контактирующие с пищевыми продуктами, должны быть инертны к жирам, маслам, влаге, кислотам и запахам, быть антикоррозийными, легко поддаваться чистке, мытью, обеззараживанию и просушиванию. Кроме того, они не должны оказывать вредного воздействия на продукты или готовую пищу.
Вопрос №17. Роторные овощерезки: типы, назначение, устройство. Принцип действия и правила эксплуатации, отличительные особенности
Для нарезки сырых и вареных овощей на кусочки определенной формы на предприятиях общественного питания применяются овощерезательные машины. Промышленность выпускает овощерезки с механическим и ручным приводом. Машины для нарезки вареных овощей устанавливаются в холодных цехах, а машины для нарезки сырых овощей устанавливаются в овощных и горячих цехах. Форма частиц нарезного продукта зависит от конструкции ножа. В движение они приводятся от индивидуальных или универсальных приводов.
В зависимости от принципа работы овощерезательные машины бывают: дисковые, роторные, пуансонные и с комбинированным срезом. Дисковые овощерезательные машины имеют комплект ножей с лезвиями прямоугольной или криволинейной формы. Эти сменные ножи являются рабочими органами, укрепляются на опорном диске, который получает вращательное движение от индивидуального или универсального привода.
Срез продукта в дисковых овощерезательных машинах происходит за счет прижатия продукта к вращающему диску. Толщина срезанного слоя продукта определяется расстоянием между плоскостью ножа и диска. %о расстояние может регулироваться по заданной величине. Форма частиц нарезанного продукта зависит от конструкции установленного ножа на опорный диск. В роторных овощерезательных машинах продукт, загруженный в камеру, заклинивается между пластинами вращающегося ротора и неподвижной цилиндрической стенкой рабочей камеры. При этом продукт под действием центробежной силы прижимается к внутренней стенке рабочей камеры и скользит по ней. Овощи нарезаются неподвижными ножами в зависимости от формы установленных ножей.
В пуансонных овощерезательных машинах измельчение продукта происходит путем продавливания их поршнем через неподвижную ножевую решетку.
В комбинированных овощерезательных машинах нарезка производится с помощью вращающихся горизонтальных прямолинейнывх ножей и неподвижной ножевой решетки с вертикальными прямолинейными ножами.
Принцип работы овощерезок сводится к следующему, а производится с помощью вращающихся горизонтальных прямолинейных ножей и неподвижной ножевой решетки с вертикальными прямолинейными ножами.
Принцип работы овощерезок сводится к следующему. Через загрузочный бункер сырые овощи поступают к вращающемуся ножевому диску, увлекаются им вниз, заклиниваются между стенкой бункера и диском (благодаря улиткообразной форме бункера) и нарезаются ножами диска. Отрезанные частицы овощей проходят через щель между ножами и диском и собираются в подставленную тару.
Техника безопасности и эксплуатации машины заключается в следующем. Включают электродвигатель и через загрузочный бункер засыпают промытые сырые овощи. Овощи должны поступать равномерно и в достаточном количестве, в противном случае качество нарезки ухудшается. Запрещается проталкивать измельченные овощи к вращающемуся ножевому диску руками, для этой цели следует пользоваться деревянным толкачом. При работе на машине работники должны иметь сухую и специальную форму одежды, категорически запрещается во время работы отвлекаться и покидать рабочее место до окончания работы с машиной. После работы машину разбирают, промывают и просушивают. Затем во избежание появления ржавчины рабочий вал и ножи смазывают пищевым несоленым жиром. При снятии диска с ножами с горизонтального вала обязательно нужно использовать специальный крючок. На техническое обслуживание овощерезательных машин составляется график обслуживания из расчета не реже одного раза" в 10 дней. В этот день квалифицированный механик, который закреплен за данным предприятием, проводит обслуживание - смазывание, крепление, заточку или замену ножей и т.д.
Овощерезательная машина МРО-400-1000 с роторным приспособлением. Машина состоит из станины, корпуса, приводного и исполнительного механизмов, а также механизма управления. Выполнена она с двумя сменными исполнительными приспособлениями - роторным и дисковым.
Конструкция дискового приспособления аналогична конструкции дискового приспособления машины МРО-50-200. Роторное приспособление состоит из загрузочной емкости (барабана), подвижного ротора с лопастями и режущего инструмента в виде ножевых блоков.
Барабан крепится к корпусу неподвижно и имеет откидную крышку. Внутрь барабана вставляется ротор с тремя вертикальными лопастями, подающими продукт к режущему инструменту. Последний представляет собой блок с плоскими ножами для нарезки овощей кружочками и шинкования капусты (3 мм) и блок с ножом и ножевой гребенкой для нарезки овощей брусочками (3X3, 6X6, 10X10 мм). Толщина нарезки продукта регулируется и равняется расстоянию от стенки камеры до лезвия ножа. Во время работы машины ножи остаются неподвижными, а ротор вращается.
Принцип действия. К корпусу с помощью зацепа и фиксатора крепят барабан, внутрь которого помещают ротор, затем устанавливают сменный ножевой блок. Продукт через загрузочное отверстие попадает на вращающийся ротор, лопасти которого прижимают его к стенкам барабана. Прижатый и скользящий по внутренней стенке камеры продукт при каждом обороте ротора нарезается, выталкивается через щель камеры наружу и попадает в разгрузочный лоток.
Для безопасной работы машина МРО-400-1000 снабжается блокировочным выключателем.
Вопрос №23 Машины для замеса теста: типы, назначение, устройство, принцип действия, правила эксплуатации, сравнительная характеристика
Тестомесильная машина ТММ-1М. Машина состоит из чугунной фундаментной плиты, корпуса, дежи, месильного рычага с лопастью и приводного механизма. Фундаментная плита служит станиной, на которой устанавливают тележку с дежой. Последняя является рабочей камерой и представляет собой бак конической формы. Машина имеет три сменные дежи вместимостью 140 л каждая. Для равномерного перемешивания теста деже сообщается вращательное движение. С нижней стороны дежа имеет хвостовик с квадратным сечением, один конец которого жестко прикреплен к ее днищу, а другой входит в гнездо приводного диска, смонтированного на редукторе привода дежи. При накатывании и скатывании дежи хвостовик приподнимается с помощью ножной педали и выходит из зацепления с диском.
Дежа укреплена на трехколесной тележке. Тележка имеет два больших колеса и одно вращающееся малое, благодаря чему тележка легко поворачивается в любую сторону при передвижении по полу.
Рабочим органом машины служит месильный рычаг- стержень, изогнутый под углом 118° и имеющий на конце лопасть. Месильный рычаг совершает сложное качательное движение вверх и вниз. Для перевода месильного рычага в верхнее положение в корпусе машины установлен маховичок, доступ к которому осуществляется через имеющуюся на корпусе дверку с кнопками управления.
Над дежой укреплена дуга с ограждающими щитками для предотвращения выбрасывания теста и защиты рабочего. Дуга соединена с корпусом машины и имеет рукоятку для подъема и опускания щитков.
Машина имеет блокировку, отключающую электродвигатель при поднятии щитков.
Приводной механизм машины состоит из электродвигателя, двух червячных редукторов и цепной передачи. Движение от электродвигателя через один червячный редуктор передается деже, а через другой червячный редуктор и цепную передачу - месильному рычагу с лопастью.
Принцип действия. Загруженные в дежу продукты благодаря движениям месильного рычага и одновременному вращению дежи вокруг своей оси интенсивно перемешиваются, образуя однородную насыщенную воздухом массу.
Тестомесильная машина МТМ-15. Машина устанавливается на специализированных предприятиях общественного питания и предназначена для замешивания крутого теста, используемого для приготовления пельменей, вареников, чебуреков и домашней лапши.
Машина (рис. 4.3, б) состоит из платформы, съемного резервуара, двух Z-образных лопастей, редуктора и электродвигателя.
Рабочей камерой машины служит резервуар, в котором горизонтально расположены две месильные лопасти. Валы редуктора имеют на концах шипы для установки месильных лопастей.
Электродвигатель, а также приборы включения и блокировки расположны на крышке редуктора.
Резервуар устанавливается на опоры платформы и фиксируется стопорными винтами от осевого смещения. Сверху он закрыт решетчатой крышкой с электроблокировкой. Крышка на резервуаре крепится крючком-фиксатором.
Принцип действия. Вращение от электродвигателя через червячную и зубчато-цилиндрическую передачи передается лопастям. Продукт, находящийся в резервуаре, перемешивается лопастями и насыщается воздухом. Загрузка продуктов в резервуар производится через решетку крышки в процессе работы машины.
Тестомесильная машина МТИ-100. Машина предназначена для интенсивного замеса дрожжевого и пресного теста. Машина устанавливается в крупных цехах производительностью 20-50 тыс. изделий в день.
Машина состоит из станины, приводной головки с рабочими органами, кронштейна с баком, механизма подъема, тележки, пульта управления.
Станина, закрепленная на литом основании, имеет направляющие для перемещения приводной головки и кронштейна с баком.
Приводная головка представляет собой корпус, в котором заключены зубчатая передача и планетарный редуктор, клиноременная передача и электродвигатель. На валу электродвигателя установлены шкив клиноременной передачи и шкив электромагнитного тормоза. При включении электродвигателя в электрическую цепь создается эффект растормажи-вания.
Рабочими органами в машине служат: месильный крюк (для замеса дрожжевого, пресного и слоеного теста), месильный шнек (для замеса песочного теста) и четырехлопастный месильный инструмент (для подготовки полуфабрикатов песочного теста). Шнек крепится к центральной части планетарного редуктора, остальные - к валу сателлита.
Рабочую камеру (бак) устанавливают на тележку, которая представляет собой кольцо с тремя поворотными самоустанавливающимнея опорами. Бак имеет днище с подъемом в центре во избежание образования «мертвой зоны». Корпус приводной головки и кронштейн, на котором крепится бак, автономно перемещаются по вертикальным направляющим, получая движение от индивидуального привода.
Защитный зонт ограждает рабочие органы и предотвращает разбрызгивание продуктов. В нем имеется загрузочный люк с откидной крышкой.
На пульте управления помещены четыре пусковые кнопки, тумблер для включения освещения бака и сигнальная лампа, показывающая подачу напряжения.
Принцип действия. Машину включают, и на пульте загорается сигнальная лампочка. Затем включают механизм подъема, в результате чего кронштейн, двигаясь вверх, подхватывает бак за цапфы и снимает его с тележки. Одновременно приводная головка с месильным рычагом опускаются вниз и отключаются электродвигатель и электромагнит тормоза.
Вращение от электродвигателя через поликлиновую и зубчато-цилиндрическую передачу передается планетарному редуктору, а затем одному из месильных рычагов. Шнекообразную лопасть крепят к центру водила, поэтому она получает вращательное движение.
Правила эксплуатации. Перед началом работы машины ТММ-1М проверяют надежность крепления дежи к фундаментной плите и опробывают работу машины на холостом ходу. Затем в дежу загружают продукты, предназначенные для замеса теста. При замесе жидкого теста дежу загружают на 80-90 %, при замесе крутого теста - на 50 % вместимости. Несоблюдение этих требований приводит к быстрому износу машины. Далее опускают щитки и включают машину.
При замесе дрожжевого теста в дежу загружают дрожжи, сахар, соль, яйца, молоко или воду. После получения однородной массы машину выключают, добавляют муку и продолжают замес теста. Продолжительность замеса в среднем составляет 7-20 мин и зависит от вида теста.
После окончания замеса теста выключают электродвигатель, при этом месильный рычаг должен находиться в верхнем положении - вне дежи. Если рычаг мешает скатыванию дежи, его можно поднять с помощью маховичка. Далее поднимают ограждающие щитки и, нажав ногой на педаль, скатывают дежу с фундаментной плиты.
В машине МТМ-15 лопасти закрепляют в шипах редуктора, а резервуар фиксируют стопорным винтом. Затем заливают в резервуар жидкие компоненты, опускают крышку-решетку, включают машину и засыпают муку через решетку. После окончания замеса выключают электродвигатель, снимают крышку и выгружают тесто.
В машине МТИ-100 бак подкатывают на тележке, закрепляют на кронштейне и устанавливают необходимый рабочий орган. Затем с помощью механизма подъема производится перемещение приводной головки и кронштейна с баком: при подъеме бака головка опускается и рабочий орган входит в бак. При опускании бака происходит все наоборот. При необходимости разгрузки бака непосредственно на машине тележку откатывают, опускают бак и снимают месильный рычаг. Бак поворачивают на цапфах и выгружают тесто в подставленную тару.
При работе необходимо соблюдать правила безопасности: во время замеса не следует наклоняться над дежой, брать пробу теста, а также откатывать дежу или снимать резервуар при включенном электродвигателе.
После окончания работы рабочую камеру и месильные лопасти тщательно промывают и насухо вытирают, а корпус очищают от мучной пыли и протирают влажной тканью.
Сравнительная характеристика тестомесильных машин
Вопрос 47. Производственная ситуация. Машина ММУ – 2000 при нажатии на кнопку «Пуск» не выключается, горит аварийная лампочка, причина? Способ устранения
В данной ситуации автоматика машины сигнализирует о серьезной неисправности. Необходимо немедленно отключить машину от источника электрического тока. Затем произвести осмотр с целью проверки всех рабочих частей машины, датчиков, а также наличия уровня воды и моющих жидкостей. В случае если невозможно определить неисправность при осмотре необходимо вызвать специалиста по ремонту машин данного типа. До его приходы и выявления причины не исправности самостоятельно пытаться запустить машину в работу категорически запрещено.
Литература
1. М.А. Богданова, З.М. Смирнова, Г.А. Богданов «Оборудование предприятий общественного питания» из. 2-е, Москва 1986 г.
2. М.А. Богданова, З.М. Смирнова, Г.А. Богданов «Оборудование предприятий общественного питания» из. 3-е, Москва 1991 г.
3. В.П. Золин «Технологическое оборудование общественного питания» 2-е изд. Москва 2000 г.
Похожие рефераты:
Общая характеристика кондитерского изделия. Технологический процесс приготовления бисквитного теста, крема, промочки. Способы тепловой обработки. Виды праздничного оформления тортов. Оборудование кондитерского цеха, санитарные требования к его содержанию.
План: 1.История развития хлебопечения. 2.Характеристика хлебобулочного цеха. (Расположение оборудования. Правила эксплуатации рабочего места.
Молочная промышленность является одной из важнейших отраслей агропромышленного комплекса. Производство питьевого молока и кисломолочных продуктов. Промышленная переработка молока – сложный комплекс взаимосвязанных специфических технологических процессов.
История системы общественного питания в России. Организация работы помещений для выпечки кондитерских изделий. Тестомесильная машина ТММ-1М. Машина для просеивания муки МПМ-800. Подготовка продуктов. Приготовление плюшки с маком. Требования к процессу.
Устройство и конструктивные особенности емкостей специального назначения. Оборудование для производства сливочного масла. Оборудование для формования и сушки, схема работы шприцев и автоматов. Безопасность жизнедеятельности и экологические мероприятия.
Механизация и автоматизация производственных процессов на предприятиях общественного питания. Описание технологических процессов производства заливных блюд. Порционирование, разделка, размораживание, нарезка, варка, измельчение, охлаждение, хранение.
Особенности приготовлений изделий из теста, описание изготовления каравая, пышек ореховых, пирожного песочного. Организация рабочего места и оборудование. Подготовка сырья к производству, характеристика ингредиентов, технологические карты изделий.
Центробежные и мембранные насосы для молока. Применение оборудования для транспортировки, резервирования и сепарирования молока. Классификация сепараторов и основные факторы, влияющие на процесс разделения. Процессы гомогенизации и пастеризации сырья.
Описание технологических операций при производстве масла взбиванием сливок, показатель завершенности механической обработки. Виды и отличия получаемого масла. Устройство, принцип работы маслоизготовителя, сепаратора и гомогенизатора-пластификатора.
Общая характеристика и ассортимент рубленых полуфабрикатов. Измельчение мяса и составление фарша. Измельчение мяса на волчках. Формирование и фасование подготовленного фарша. Операция упаковывания полуфабрикатов под вакуумом или в термоусадочную пленку.
Производственные помещения предприятия общественного питания. Общая характеристика мясного цеха. Особенности механизмов для переработки мяса. Разновидности операций и основные инструменты для обработки мяса. Настольные разделочные доски, хранение мяса.
Краткая характеристика и направления деятельности Мелитопольского хлебокомбината, история его становления и развития, определение места на современном рынке. Схема технологического процесса производства хлеба, правила его хранения и порядок реализации.
Стадии технологического процесса приготовления хлеба. Машинно-аппаратурная схема линии производства подового хлеба, способ приготовления теста. Характеристика тестоприготовительного агрегата И8-ХТА-12. Описание печи для выпечки подового хлеба ПХС-25.
Классификация просеивательных машин. Актуальность и специфика машины. Конструктивные особенности. Технологическая линия по производству хлеба. Приготовление пшеничного теста. Расчет просеивающих машин с неподвижными ситами. Анализ рентабельности.
К оборудованию предприятий общественного питания относятся торговое холодильное оборудование для линий самообслуживания в столовых и кафе, оборудование для буфетов и баров, в том числе совмещенное с тепловым оборудованием для тепловой обработки и подогрева блюд, технологическое оборудование для приготовления холодных блюд, закусок и салатов в производственных цехах предприятий общественного питания, оборудование для охлаждения напитков, низкотемпературные прилавки для продажи мороженого.
Оборудование для линий самообслуживания. На предприятиях общественного питания в линии самообслуживания встраивают прилавки-витрины ЛПС и ЛС-2. Их используют для демонстрации, кратковременного хранения и выбора посетителями холодных закусок, кисломолочных продуктов и сладких блюд.
Прилавок-витрина ЛПС-2. Прилавок-витрина состоит из неохлаждаемой витрины, охлаждаемых плиты-витрины и прилавка, а также машинного отделения (рис. 28). Закуски и другие блюда охлаждаются на плите и в прилавке. ЛПС-2 имеет два отделения – машинное и охлаждаемый прилавок. Охлаждаемый прилавок – это короб двухстенный с теплоизоляцией в межстенном пространстве. Наружная облицовка выполнена из стальных листов. Охлаждаемый прилавок и машинное отделение сверху закрыты аккумуляционной плитой, которая установлена на 90 мм ниже поверхности стола прилавка. Аккумуляционная плита – это двухстенная конструкция, заполненная раствором хлористого натрия. Внутри нее находится медный змеевик, являющийся испарителем. Кипящий в змеевике холодильный агент охлаждает эвтектический раствор до –14 °С. Аккумуляционная плита позволяет поддерживать в охлаждаемом объеме равномерную температуру. Под аккумуляционной плитой установлены два поддона с зазором для циркуляции охлажденного воздуха. Охлаждаемый прилавок имеет две двери с быстродействующими замками. Дверцы герметизированы резиновым профилем, закрепленным
Рис. 28 - Прилавок-витрина ЛПС-2:
1 – аккумуляционная плита; 2 – два поддона; 3 – двери охлаждаемого прилавка; 4 – лампа; 5 – полки для размещения готовых блюд; 6 – теплоизоляция; 7 – полка для перемещения подносов; 8 – неохлаждаемая надстройка
по периметру. В прилавке размещены четыре полки-решетки для установки блюд, требующих охлаждения, и светильник, включающийся с помощью дверных включателей при открывании дверей. Готовые блюда размещают на аккумуляционной плите и неохлаждаемой надстройке. В машинном отделении смонтирован холодильный агрегат ВС-500, щит электрооборудования, реле температуры ТР-1-0,2Х, термобаллон которого контактирует с аккумуляционной плитой. Машинное отделение имеет съемные ограждения с отверстиями для циркуляции воздуха, охлаждающего конденсатор.
Прилавок-витрина ЛС-2 (ПВХС/В-1-0,315). Конструкция прилавка-витрины была описана ранее.
В настоящее время предприятие «Атеси» выпускает две стандартные модификации линии раздач: «Белла-Нота» и «Белла-Нева». «Белла-Нота» имеет меньший размерный ряд и предназначена для использования в столовых учебных заведений, а также в кафе с небольшим количеством посетителей.
«Белла-Нева» – модифицированная линия раздач большого размерного ряда – выполнена в европейском стандарте и предназначена для использования в кафе, столовых и ресторанах, где существует необходимость создания предприятия быстрого питания, имеющего внешний вид дорогого заведения.
В состав линии раздач входят холодильные витрины и охлаждаемые столы. В состав линии раздач «Белла-Нева» (рис. 29) входит:
холодильная витрина, габаритные размеры которой 1200х700(1020*)х1800. Холодильная витрина предназначена для раздачи и демонстрации холодных напитков, салатов, молочнокислых продуктов и других блюд, требующих хранения в охлажденном состоянии. Витрина оснащена холодильным агрегатом фирмы «DANFOS» и работает на фреоне 22. Большой объем холодильной камеры – 340 л. обеспечивает раскладку и демонстрацию значительного количества блюд. В качестве регулятора температуры применен электронный датчик «DANFOS». Благодаря датчику, установленному на передней панели, можно осуществлять визуальный контроль температуры в камере. Испаритель холодильного агрегата расположен в верхней части холодильного прилавка, благодаря этому, охлаждение объема камеры происходит достаточно быстро и холодильный агрегат работает более экономично. Температура воздуха внутри камеры +4/+8 0 С. Поднимающиеся дверцы витрины обеспечивают удобное извлечение блюд из нее, 12 дверей (6 со стороны покупателя, 6 со стороны обслуживающего персонала) позволяют пользоваться всем объемом камеры без общей потери холода. Полки в холодильной витрине выполнены из нержавеющих решеток, что позволяет осуществлять уборку внутри камеры, а также беспрепятственно охлаждать объем (рис. 30).
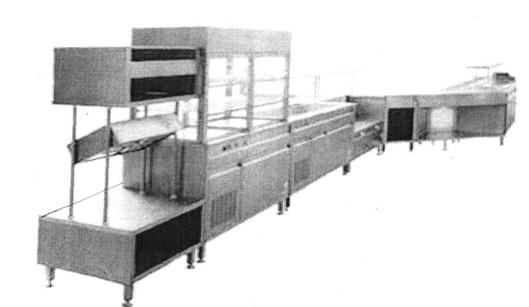
Рис. 29 - Линия раздачи «Белла-Нева»

Рис. 30 - Холодильная витрина линии раздачи «Белла-Нева»
· охлаждаемый стол, так же как и витрина, предназначен для раздачи охлажденных блюд. Его габаритные размеры - 1500х700 (1020*)х900(столешница)/1300(с полкой). Охлаждаемый стол оснащен холодильным агрегатом фирмы «DANFOS». Охлаждаемые столы могут технологически использоваться двумя способами:
1. Блюда или продукты устанавливаются в собственной посуде или упаковке (тарелки, банки, стаканы);
2. Продукты укладываются в нержавеющие гастроемкости, которые можно установить в охлаждаемые «ванны». Размеры охлаждающей «ванны» 1300х510х150 (длина х ширина х глубина). Температура на дне «ванны» – (–1 0 С) (рис. 31).
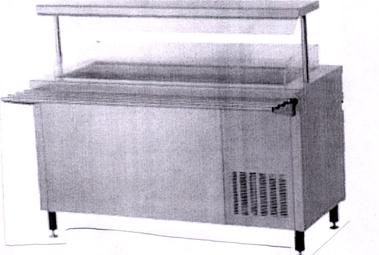
Рис. 31 - Охлаждаемый стол линии раздач «Белла-Нева»
В состав линии раздач «Белла-Нота» входит:
· охлаждаемый стол, габаритные размеры которого 1170х695 (960*)х910. * с направляющими для подносов.
ОАО «Чувашторгтехника» выпускает лини раздач питания «Патша», «Фаворит», «Аста». Все линии раздач питания предназначены для кратковременного хранения готовых блюд, а также для раздачи холодных закусок, первых, вторых блюд, горячих и холодных напитков, кондитерских изделий, обеспечения клиентов столовыми приборами. Все элементы, соприкасающиеся с пищевыми продуктами, изготовлены из нержавеющей стали.
В комплект поставки линии раздач питания «Патша» (рис. 32) входит прилавок холодильный 3-х модификаций: (ПВВ(ПХЗ)-70М) – открытый; (L=1120 мм); (ПВВ(ПХЗ)-70М-01) – открытый (L=1500 мм); (ПВВ(ПХЗ)-70М-С) – закрытый салатодэл; (L=1500 мм).
Рис. 32 - Линия раздачи питания «Патша»
Прилавок холодильный предназначен для кратковременного хранения, демонстрации и раздачи холодных закусок и третьих блюд.
В комплект поставки «Фаворит» (рис. 33) входит: прилавок холодильный высокотемпературный (ПВВ(ПХЗ)-70) – открытый; (L=1120 мм); (ПВВ(ПХЗ)-70-01) – открытый; (L=1500 мм).
В комплект поставки линии раздач питания «Аста» (рис. 34) входит прилавок холодных закусок следующих модификаций: (ПВВ(ПХЗ)-70К) – открытый; (L=1120 мм); (ПВВ(ПХЗ)-70К-С) – открытый; (L=1120 мм); (ПВВ(ПХЗ)-70К-01) – открытый; (L=1500 мм); (ПВВ(ПХЗ)-70К-С-01) – закрытый; (L=1500 мм); (ПВВ(ПХЗ)-70К-С-02) – закрытый; (L=1500 мм).
Рис. 33 - Линия раздач питания «Фаворит»

Рис. 34 - Линия раздачи питания «Аста»
Внешний вид прилавка ПВВ(ПХЗ)-70К представлен на (рис. 35).


Рис. 35 - Прилавок-витрина холодильный высокотемпературный
ПВВ(ПХЗ)-70К: а – вид спереди; б – вид сзади
Витрины ВХС/В-1-0,08 и ВХС/В-1-0,1. Витрина (рис. 36) состоит из двух отделений: верхнего - демонстрационного и нижнего - машинного. Короб и двойной ряд стекол, вставленных в
Рис. 36 - Витрина ВХС/В-1-0,08 (ВХС/В-1-0,1):
1 – опора; 2 – панель с электроаппаратурой; 3 – решетка машинного отделения съемная; 4 – переключатели; 5 – створки раздвижные; 6 – стекла; 7 – полка; 8 – светильник; 9 – короб; 10 – термометр; 11 – теплоизоляция; 12 – испаритель; 13 – реле температуры РТХО; 14 – вентиль терморегулирующий ТРВ-о,5М; 15 – агрегат холодильный ВС400(2); 16 – рама; 17 – поддон
профиль, образуют полезный охлаждаемый объем верхнего отделения витрины. Короб имеет теплоизоляцию. На дно короба установлены три функциональные емкости с продуктами. Испаритель установлен в нише короба. Для отвода талой воды при оттаивании испарителя в днище короба имеется канал с уклоном, а под нижней рамой машинного отделения установлен поддон. В машинном отделении установлен холодильный агрегат ВС 400 (2), панель с электроаппаратурой ТРВ-0,5М и термореле РТХО.
Прилавок-витрина ПВ-Ш. Его устанавливают в буфетах и домовых кухнях для отпуска покупателям холодных закусок и горячих блюд. Прилавок-витрина (рис. 37) имеет три отделения:
Рис. 37 - Прилавок-витрина ПВ-Ш:
1 – дверь раздвижная; 2 – испаритель витрины; 3 – поддоны; 4 – слой теплоизоляции; 5 – испаритель прилавка; 6 – дверь машинного отделения съемная; 7 – витрина; 8 – прилавок охлаждаемый; 9 – полки съемные; 10 – вентиль терморегулирующий; 11 – реле температуры; 12 – агрегат холодильный; 13 – теплообменник; 14 – клеммник; 15 – терморегулятор мармита; 16 – электронагреватель трубчатый теплового шкафа; 17 – шкаф тепловой; 18 – машинное отделение; 19 – ванна мармита; 20 – электронагреватели; 21 – мармитницы
тепловое, холодильное и машинное. Холодильное отделение состоит из витрины и прилавка, закрываемого герметичной дверью. Съемные решетчатые полки позволяют полнее использовать объем прилавка. К передней стенке прилавка прикреплен испаритель. Под испарителем установлены два поддона для сбора талой воды. Витрина расположена над охлаждаемым прилавком. Внутренние ее стенки облицованы пластиком. Передние и верхние стекла, а также стеклянные раздвижные дверцы обеспечивают достаточное освещение и обзор продуктов. Имеющийся на задней стенке испаритель охлаждает воздух в витрине до 4 °С. С испарителя талая вода стекает в поддоны.
Комбинированный холодильный прилавок-витрина с маршитом ПВХС/В-1-0,315М. Его назначение такое же, как и прилавка-витрины ПВ-Ш. Он состоит из охлаждаемого прилавка, демонстрационной витрины, машинного отделения и мармита.
Техническая характеристика холодильного оборудования линий самообслуживания, баров и буфетов приведена в табл. 13.
Таблица 13 - Техническая характеристика холодильного оборудования линий самообслуживания, баров и буфетов
Среднетемпературная холодильная витрина «Ариада- Фуршет» – выпускается в настольном и напольном вариантах (рис. 38). Эта модель получила распространение в мини-барах и кафе, а в настольном варианте используется для оснащения рынков.
На специализированных предприятиях быстрого обслуживания используют холодильную низкотемпературную витрину ВХН-1-0,315 для кратковременного хранения, демонстрации и реализации замороженных пищевых продуктов. В сборе с ней может быть установлена холодильная среднетемпературная стойка-витрина СВ-1-0,315 для хранения, демонстрации и реализации готовых холодных блюд.

Рис. 38 - Среднетемпературная холодильная витрина «Ариада-Фуршет»:
а – модель «Ариада-Фуршет» – Fg 138 (настольная, без шасси);
б – модель «Ариада-Фуршет» – Fgs 138 (на шасси)
> Виды оборудования используемых в предприятиях общественного питания и их классификация
В зависимости от назначения и вида обрабатываемых продуктов, машины предприятий общественного питания можно подразделить на несколько групп.
1. Машины для обработки овощей и картофеля - очистительные, сортировочные, моечные, резательные, протирочные и т.д.
2. Машины для обработки мяса и рыбы - мясорубки, фаршемешалки, рыхлители мяса, котлетоформовочные и др.
3. Машины для обработки муки - просеиватели, тестомесительные, взбивальные и т.д.
4. Машины для нарезки хлеба и гастрономических продуктов - хлеборезка, колбасорезка, маслоделители и т.д.
5. Универсальные приводы с комплектом сменных исполнительных машин.
6. Машины для мытья столовой посуды и приборов.
Машина состоит из трех основных механизмов: двигательного, передаточного и исполнительного, а также механизмов управления, регулирования, защиты и блокировки.
Двигательными механизмами являются главным образом электродвигатели переменного тока с короткозамкнутым ротором (закрытые, асинхронные, трехфазные или однофазные). Для работы в вагонах-ресторанах и на судах используются электродвигатели постоянного тока.
Передаточный механизм служит для осуществления взаимосвязи двигательного и исполнительного механизмов. В совокупности двигательный и передаточный механизмы называют приводом машин.
Исполнительный механизм определяет назначение и наименование машин. Конструкция его зависит от структуры рабочего цикла и характера технологического процесса, а также вида и физико-механических свойств продукта, подвергаемого обработке: В состав исполнительного механизма входят рабочая камера с загрузочным и разгрузочным устройствами, а также инструменты для механической обработки продуктов.
С помощью механизмов управления осуществляются пуск, остановка, контроль, за работой машины. Механизмы регулирования предназначены для настройки машины, а механизмы защиты и блокировки - для предохранения машины от поломки и аварийного ее отключения.
Все машины, применяемые на предприятиях торговли и общественного питания, можно классифицировать по структуре рабочего цикла, степени механизации и автоматизации процессов и по функциональному признаку.
По структуре рабочего цикла различают машины, периодического и непрерывного действия. В машинах и механизмах периодического действия продукт обрабатывается в течение определенного времени, называемого временем обработки, а затем удаляется из рабочей камеры. После загрузки новой порции продукта процесс повторяется. В машинах непрерывного действия процессы загрузки, обработки и выгрузки продукта происходят одновременно и непрерывно.
По степени механизации и автоматизации различают машины неавтоматические, полуавтоматические и автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются оператором. В машинах полуавтоматического действия основные технологические операции выполняются машиной; ручными остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия все технологические и вспомогательные процессы выполняются машиной.
По функциональному признаку машины и механизмы предприятий торговли и общественного питания подразделяются на ряд групп, обусловленных их назначением: машины для разделения сыпучих пищевых продуктов; машины для мытья овощей и столовой посуды; машины для очистки продуктов от наружных покровов; машины для измельчения продуктов; машины для перемешивания продуктов; машины, обрабатывающие продукты давлением; весоизмерительные устройства и контрольно-кассовые машины; подъемно-транспортное оборудование. Применение малогабаритного оборудования более предпочтительно для предприятий, работающих на полуфабрикатах высокой степени готовности. Оно позволяет:
1) рационально использовать площадь производственных помещений (для установки используются производственные столы, полки, ниши);
2) исключить необходимость подводки сложной системы энергоносителей (достаточно обычной бытовой системы распределения источников энергии);
3) снизить все виды затрат на эксплуатацию такого вида оборудования;
4) повысить степень инерционности;
5) использовать фактор мобильности.
Работа предприятий общественного питания на полуфабрикатах создает благоприятные условия для применения средств механизации и автоматизации производственных процессов, позволяет более эффективно осуществлять специализацию производства, обеспечивать экономию средств за счет рационального использования сырья, снижения отходов и потерь, ускорения приготовления блюд.
Технический прогресс в отрасли связан с комплексной механизацией и автоматизацией технологических процессов, с внедрением высокопроизводительного оборудования для приготовления и отпуска пищи. В настоящее время осуществляется переход от конструирования отдельных машин и разработки прогрессивных технологических процессов к созданию систем, обеспечивающих автоматизацию и механизацию производства в целом.
Постоянно совершенствуется и осваивается производство жарочных и варочных аппаратов непрерывного действия, средств комплексной механизации и автоматизации производственных процессов для специализированых предприятий общественного питания (вареничных, пирожковых, блинных пельменных). К ним относятся автоматы для приготовления жареных пирожков и пончиков, линии приготовления блинчиков, вареников и др.
Широко используется секционное модульное оборудование, позволяющее более рационально организовать рабочие места поваров, увеличить выпуск продукции на тех же производственных площадях. Именно таким оборудованием оснащен цех по производству кондитерских изделий, где установлена секционно модульная печь. А также столы холодильные, внутри которых, установлены холодильные камеры для хранения полуфабрикатов.
Вторым важным направлением является разработка прогрессивной технологии производства продукции общественного питания на базе новой техники. Необходимо разрабатывать и осваивать производство всевозможных наименований полуфабрикатов и изделий из картофеля и овощей, из мяса, рыбы, круп и творога. Для обслуживания потребителей в больших рабочих, школьных, студенческих столовых желательно шире применять конвейеры комплектации и отпуска скомплектованных обедов,что значительно повышает пропускную способность залов. На предприятиях индустриального типа (фабрики кулинарных изделий и полуфабрикатов, фабрики кухни) применяются безотходные и ресурсосберегающие технологии. Современные механизированные линии для отпуска комплексных обедов позволяют увеличить пропускную способность столовых почти в три раза и сократить время на получение обеда и прием пищи до 12-15 минут. Это обеспечивает комплексное использование сырья, экономию трудовых материальных и топливно энергетических ресурсов. Внедрение указанных технологий предполагает комплексной механизации и автоматизации производства, эксплуатацию новых систем машин, поточно-механизированных линий, производственных автоматов, автоматизированных систем управления производства, снабжения, распределения ресурсов, контроля, за их расходованием, в том числе с применением микроЭВМ, микропроцессоров и других быстродействующих и точных технических средств.
Переход на безотходную и ресурсосберегающую технологию на предприятиях общественного питания имеет свою специфику. Она заключается в том, что наибольший эффект дает организация централизованного производства промышленными методами кулинарных изделий, полуфабрикатов преимущественно высокой степени готовности, кондитерской продукции. Основой индустриализации общественного питания становятся фабрики кулинарных изделий и полуфабрикатов, специализированные цехи, крупные столовые - заготовочные. Доставка кулинарной продукции полуфабрикатов и сопутствующих товаров на предприятия осуществляется с использованием функциональных емкостей, передвижных стеллажей. Организация оперативной связи диспетчерских служб со всеми филиалами позволяет быстро согласовать объем, ассортимент и время доставки заказов на продукцию, полуфабрикаты, сопутствующие товары. Применение функциональной тары существенно ускоряет процесс комплектации и оформления заказов, их доставку. Разрабатываются новые электрофизические, биохимические и ферментативные методы обработки продуктов. На предприятиях отрасли успешно действуют аппараты с инфракрасным и сверхвысокочастотным (СВЧ) нагревом. Особенно эффективно могут быть использованы аппараты с СВЧ - нагревом для разогрева быстрозамороженной продукции и охлажденных блюд, что в свою очередь способствует совершенствованию технологии производства на предприятиях общественного питания. Современные технологии, оборудование и организация обслуживания позволяют обеспечить приготовление пищи в течение нескольких минут и высокую пропускную способность зала. Поэтому дальнейшее развитие отрасли будет осуществляться на основе реализации комплексных и целевых программ ускорения научно технического прогресса.
В условиях возрастающей конкуренции активно развивается новая технология массового обслуживания - фаст-фуд - быстрое обслуживание потребителей несложным ассортиментом продукции при невысоких ценах.
Третье направление предусматривает значительное увеличение производства важнейших видов контрольно-кассовых машин и весоизмерительных приборов. Для осуществления операций, связанных с приемкой товаров, подготовкой их к продаже и отпуском, применяется торговое измерительное оборудование: весы, гири, меры длины и объема. Весы-- прибор для измерения массы товара. Основными признаками их классификации служат: принцип действия; место и способ установки; вид указательного устройства; вид отсчета показаний взвешивания; способ снятия показаний. В зависимости от принципа действия различают рычажные и электромеханические весы. Рычажные весы наиболее распространены в торговле. Их механизм состоит из основных, передаточных и вспомогательных рычагов, соединенных с помощью призм, подушек, серег, колец и тяг. Электромеханические весы устроены на основе принципа автоматического преобразования усилия от взвешиваемого груза в электрический сигнал, поступающий в электронный блок. Из электронного блока информация о цене, массе и стоимости товара выводится на блок индикации с цифровым табло.
Четвертое направление -- механизация трудоемких работ, выполняемых кухонными работниками, сборщиками посуды, уборщиками производственных и торговых помещений. На крупных предприятиях может быть применен весь комплекс средств механизации, в том числе механизированные моечные отделения, транспортеры для сбора и доставки посуды из зала в моечные отделения; на средних и мелких предприятиях -- машины для мытья столовой и кухонной посуды, приборов. Использование средств механизации на трудоемких работах позволяет повысить производительность труда в 1,5-2 раза и высвободить значительное количество работников, занятых выполнением подсобных работ на предприятиях общественного питания.
Пятое направление -- внедрение научной организации труда, т. е. научно обоснованных изменений в организацию производства, норм труда, изучение и применение передового опыта. Неотъемлемые элементы в сфере общественного питания - установление требований производства к качеству исходного сырья, материалов, полуфабрикатов; разработка технологических режимов производственных процессов (температуры, влажности, давления, продолжительности, скорости обработки и т.д.). Обеспечивающих заданный уровень качества продукции и наименьшие затраты производственных ресурсов (материальных, энергетических, трудовых); установление удельных норм расхода сырья, материалов, топлива, энергии различных видов, трудоемкости изготовления продукции по отдельным производственным операциям и по всему производственному циклу. Особое значение для повышения эффективности работы предприятий отрасли имеет разработка рациональных форм организации производства и труда, в частности проектов рабочих мест применительно к каждой операции.
Шестое направление связано с обработкой различных видов информации. Так, наличие множественных хозяйственных связей внутри отрасли, а также с поставщиками сырья и товаров, транспортными и другими организациями усложняет управление и требует применения электронно-вычислительной техники, компьютеризации, автоматизированных систем управления, систематизации и обработки информации по обеспечению технического развития предприятия.
Автоматизированная система управления (АСУ) позволяет эффективно управлять предприятием общественного питания, ускорить процесс обслуживания, контролировать персонал, что ведет к уменьшению возможностей злоупотреблений с его стороны. Комплекс «R-keeper» - это профессиональная, гибкая, система управления рестораном с эффективным разграничением прав доступа и практический неограниченным потенциалом для дальнейшего развития. Разработана командой профессионалов на базе самых современных информационных технологий. Работа ресторана, оборудованного современной автоматизированной системой управления, радикально отличается от работы любого другого аналогичного заведения. Преимущества очевидны:
1) Ощутимая разница в сервисе, качестве и скорости обслуживания
2) Безошибочное оформление заказа;
3) Автоматическая обработка заказа и передача его на кухню и бар;
4) Полный контроль над всеми действиями персонала от момента приема заказа до его исполнения;
5) Возможность ежедневно видеть финансовые результаты деятельности ресторана - выручку, сумму наценки, сумму закупок, сумма остатков на складах и т.д.
В сети ресторанов «Любо-дорого» широко используются высокопроизводительное оборудование, которое облегчают работу поваров, время механической и тепловой обработки. А также эффективно применяются механизированные линии, которые значительно повышают пропускную способность ресторана и сокращают время на получение обеда и приема пищи до 12-15 минут.
Установлена автоматизированная система управления «R-keeper» которая, ускоряет процесс обслуживания и контролирует персонал.
Классификация и структура машин. Основные требования предъявляемые к машинам и механизмам ПОП. Классификация оборудования ПОП
Машины и механизмы, применяемые на предприятиях общественного питания, классифицируют: по структуре рабочего цикла, функциональному признаку, степени механизации и автоматизации, технологических процессов, виду и свойствам продуктов (предметов), подвергающихся обработке.
По структуре рабочего цикла различают машины и механизмы непрерывного и периодического действия. В машинах и механизмах непрерывного действия процессы загрузки, обработки и выгрузки продукта происходят непрерывно. Продукты постоянно поступают в рабочую камеру, перемещаются вдоль неё и одновременно подвергаются воздействию рабочих органов машины, после чего удаляются из рабочей камеры.
В машинах и механизмах периодического действия продукт обрабатывается рабочими органа в течение определенного времени. Приступить к обработке следующей порции продукта можно только после того, как из рабочей камеры машины будет выгружен обработанный продукт.
По функциональному признаку машины и механизмы подразделяют на группы оборудовании, характеризующиеся одинаковым воздействием на обрабатываемый продукт.
По степени механизации и автоматизации выполняемых технологических процессов различают машины неавтоматические, полуавтоматические и автоматические. В машинах неавтоматического действия нагрузка, выгрузка, контроль и вспомогательные технологические операции выполняются оператором. В машинах полуавтоматического действия основные технологические операции выполняются машиной; ручными остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия все технологические и вспомогательные процессы выполняются машиной. Они могут использоваться в составе поточных и поточно-механизированных линий и полностью заменять труд человека.
По виду и свойствам продуктов (предметов), подвергающихся обработке, машины и механизмы подразделяют на следующие группы.
1. Машины для обработки овощей и картофеля - сортировочные, моечные, очистительные, овощерезательные, протирочные, поточные линии по переработке овощей.
2. Машины для обработки мяса и рыбы - мясорубки, фаршемешалки, мясорыхлительные машины, котлетоформовочные, рыбоочистительные.
3. Машины для приготовления теста и кремов - просеиватели, тестомесильные машины, тестораскаточные, взбивальные.
4. Универсальные приводы общего и специализированного назначения.
5. Машины для нарезки хлеба и гастрономических продуктов.
6. Посудомоечные машины.
7. Подъемно-транспортные машины.
Основные части машин. Машина представляет собой совокупность механизмов: двигательного, передаточного и исполнительного, которые состоят из большого числа деталей. Деталью называется часть машины, изготовленная без сборочных операций. Соединение нескольких деталей называется узлом.
Основными узлами любой машины, используемой на предприятиях общественного питания, являются станина, корпус, приводной и исполнительный механизмы, а также аппаратура управления.
Станина - это неподвижное основание, на котором укрепляются все узлы машины.
Корпус машины предназначен для размещения приводного и исполнительного механизмов. Станина и корпус могут выполняться как единое целое.
В состав приводного механизма входят электродвигатель, преобразующий электрическую энергию в механическую, и передаточный механизм (передача), передающий движение от электродвигателя к исполнительному механизму.
Исполнительный механизм состоит из рабочей камеры - закрытого пространства, где осуществляется процесс обработки продукта, и рабочих органов - деталей, которые осуществляют этот процесс. Рабочая камера имеет загрузочное и разгрузочное устройства.
Аппаратура управления служит для пуска и останова машины, а также для контроля за ее работой.
Рассматривая узлы различных машин, можно обнаружить, что в их состав входит большое количество однотипных деталей или деталей общего назначения (валы, оси, опоры, подшипники и др.).
Другие детали характерны только для определенного типа машин - это детали специального назначения.
Требования к материалам, используемым для изготовления машин. Для изготовления деталей и узлов выбирают материалы, обеспечивающие надежность работы машины при минимальных массе, габаритах и стоимости.
Основными материалами для изготовления деталей машин служат черные и цветные металлы или их сплавы, а также пластмассы и другие синтетические материалы. К черным металлам относятся сплавы железа, важнейшими из которых являются чугуны и стали.
Чугун обладает высокими литейными свойствами и применяется для изготовления деталей сложной конфигурации.
Сталь прочнее чугуна, легче сваривается и лучше обрабатывается. Из стали обыкновенного качества изготовляют сварные корпусные детали, крышки, кожухи и другие детали. Если в состав стали ввести небольшое количество цветных металлов (хром, никель и др.), то можно увеличить ее прочность, твердость, пластичность, а также устойчивость к коррозии и износу. Такие стали называются легированными. Они применяются для изготовления деталей машин, непосредственно контактирующих с пищевыми продуктами. Для лужения стальных деталей используют олово (лужение рабочих органов мясорубок).
Большое применение в машиностроении находят пластмассы, детали из которых (шестерни, шкивы) легче металлических, бесшумны в работе и имеют достаточную прочность, износоустойчивость, антикорозийность.
Из цветных металлов для изготовления деталей, соприкасающихся с пищевыми продуктами, используют сплавы алюминия.
Материалы, контактирующие с пищевыми продуктами, должны быть инертны к жирам, маслам, влаге, кислотам и запахам, быть антикоррозийными, легко поддаваться чистке, мытью, обеззараживанию и просушиванию. Кроме того, они не должны оказывать вредного воздействия на продукты или готовую пищу.
Роторные овощерезки: типы, назначение, устройство. Принцип действия и правила эксплуатации, отличительные особенности
Для нарезки сырых и вареных овощей на кусочки определенной формы на предприятиях общественного питания применяются овощерезательные машины. Промышленность выпускает овощерезки с механическим и ручным приводом. Машины для нарезки вареных овощей устанавливаются в холодных цехах, а машины для нарезки сырых овощей устанавливаются в овощных и горячих цехах. Форма частиц нарезного продукта зависит от конструкции ножа. В движение они приводятся от индивидуальных или универсальных приводов.
В зависимости от принципа работы овощерезательные машины бывают: дисковые, роторные, пуансонные и с комбинированным срезом. Дисковые овощерезательные машины имеют комплект ножей с лезвиями прямоугольной или криволинейной формы. Эти сменные ножи являются рабочими органами, укрепляются на опорном диске, который получает вращательное движение от индивидуального или универсального привода.
Срез продукта в дисковых овощерезательных машинах происходит за счет прижатия продукта к вращающему диску. Толщина срезанного слоя продукта определяется расстоянием между плоскостью ножа и диска. %о расстояние может регулироваться по заданной величине. Форма частиц нарезанного продукта зависит от конструкции установленного ножа на опорный диск. В роторных овощерезательных машинах продукт, загруженный в камеру, заклинивается между пластинами вращающегося ротора и неподвижной цилиндрической стенкой рабочей камеры. При этом продукт под действием центробежной силы прижимается к внутренней стенке рабочей камеры и скользит по ней. Овощи нарезаются неподвижными ножами в зависимости от формы установленных ножей.




Популярное
- Создаём винные дрожжи своими руками в домашних условиях
- Для православных христиан наступает неделя, предшествующая великому посту
- Значение водных богатств и их охрана презентация
- Соотношение российских и американских званий
- Люди, изменившие ход мировой истории
- Храм Живоначальной Троицы на Воробьёвых горах
- Кто должен сдавать декларацию по налогу на имущество?
- Классическая вероятность и ее свойства
- Население и культура Австрии - сообщение (3 класс Окружающий мир)
- Гонорея в раннем детском возрасте