Namotaj transformatora - popravak transformatora i niskonaponskih uređaja. Energetski transformatori za namatanje. Glavni tipovi namota
Stranica 2 od 3
TEHNOLOGIJA PROMJENE RAZLIČITIH VRSTA MJERA: CILINDRIČNO, DISK, KONTINUIRANO, INTERLATIRANO, VIJAK
cilindričannamota se izvodi u jednom, dva i više slojeva (sl. 2, a, b)iz magnetske žice okruglog i pravokutnog presjeka. Sloj namotaja je načinjen od svitaka koji su postavljeni u aksijalnom smjeru. Zavojnice se sastoje od jedne ili više paralelnih žica, koje se obično nalaze jedna uz drugu u aksijalnom smjeru namota. Veza između slojeva provodi se prijelazom bez lemljenja.
Sl. 2. Namotati cilindrične namote iz pravokutne žice.i- polaganje prvog okreta na predlošku, 6
- polaganje posljednjeg okreta prije premještanja na drugi sloj; / - uzorak; 2
- potisna podloška; 3
- izravnavajući klin; 4
- duge petlje; 5 - slavina; 6
- zavoj.
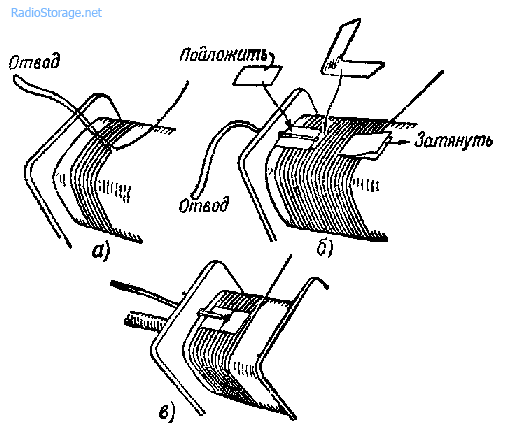
Namotaji pravokutnih žica izrađeni su u jednom ili više paralelnih žica s polaganjem ravnog ili na rubu. Navijanje su napravljeni jednostruki i dvostruki sloj. Zavojnice su obično namotane na bakelitni cilindar od papira ili rukav zalijepljen s kartona. Krajevi žica dane duljine savijeni su pod pravim kutom, u mjestima savijanja paralelnih žica polažu papirni papir ili lakiranu tkaninu i izoliraju početni namotni kabel u polu-preklapanju u polu-preklopu. Zatim se izlazni namoti stavljaju u utore potisne podloške predloška i učvršćuju vijčanom stezaljkom. Da bi se poravnala površina vijka prema vanjskom zavoju, na kalup se stavi podijeljeni bakelitni prsten (ili klin izolacijskog kartona) i učvrsti s omčama vrpce (u obliku slike osam), kao što je prikazano na sl. 2 a.
Nakon podešavanja i podešavanja željene napetosti žice, počnite navijati zavoje prvog sloja s brzinom vrtnje stroja jednakom 18-36 o / min.
U procesu namotavanja, zavojnice su pričvršćene petljastim ubodima trake za čuvanje, uzastopce ga prelazeći preko žice i ispod žice. Svaki okret postavljen je blizu prethodnog uz njega duž osi namotaja i, pri kontroli napetosti žice tijekom namotavanja, nastavlja namotati određeni broj zavoja prvog sloja, prisiljavajući okretaje drvenim klinom (za male namote) ili pomoću uređaja za aksijalno i radijalno prešanje velike namote). Bez zadržavanja 4-5 zavoja do kraja namota, postavljene su 3-4 spojne petlje, koje fiksiraju posljednje zavoje sloja. Prilikom polaganja posljednjeg zavoja prvog sloja namota, označite prijelaznu točku skretanja na drugi sloj i na nju pričvrstite prsten za izjednačavanje, koji je zategnut petljom, kao što je prikazano na sl. 2, b. Zatim se postavi međuslojna izolacija kabelskog papira i namota sljedeći sloj namota. Jednoslojnim namotom odrežite žicu, savijte i pričvrstite kraj svitka zavojem.
U namotajima koji imaju uljni kanal između slojeva, na izolaciju između slojeva ugrađuje se posebna traka ili razmaknice od valovitog kartona ili izrađene od kartona ili drva. Slično je opisano i poravnajte krajeve prstenova ili klinova za namatanje.
Nakon navijanja svih zavoja namota, zabilježite duljinu i mjesto izlaznog kraja namota i odrežite žicu. Kraj namota je savijen pod kutom od 90 °, izoliran i osiguran u izrezu potisne podloške šablona. Na gotovom namotu na krajevima ili cijelom dužinom nametnite zavoj od kabelskog papira s prirubnicom ili štapastu traku u polupokrivač. Nakon uklanjanja gotovog namota iz šablone, on je u aksijalnom smjeru spojen s četiri spoja vrpce za hvatanje i napaja se kako bi se provjerio broj zavoja, a zatim osušio ili impregnirao lakom.
Ako su namoti impregnirani lakom, namoti se utovaraju u rešetkaste (mrežaste) spremnike, koji se najprije uranjaju u spremnik s lakom zajedno s namotima, a zatim stavljaju u pećnicu za pečenje.
Namotaji okrugle žice izrađeni su od višeslojnih, u jednom ili više paralelnih žica, a naizmjenično su postavljene jedna uz drugu u sloju. Svaki okret u sloju postavljen je blizu prethodnog skretanja u aksijalnom smjeru namotaja s prijelazima od sloja do sloja na oba kraja namota. Za zaštitu od mehaničkih oštećenja pod ekstremnim zavojima svakog sloja nalazi se tzv. Naplatak - uska traka električnog izolacijskog kartona zalijepljena na širu traku kabela. Navijanje ovih namota izvodi se s velikom brzinom vrtnje 100-163 o / min. Zategnuto namotavanje i slaganje svitaka provodi se pomoću uređaja za zatezanje i slagača namotaja.
Izrada višeslojnih namota iz okrugle žice započinje savijanjem i izoliranjem kraja namota, koji se zatim fiksira na šablonu. Ovisno o smjeru namotavanja na ugrađeni papir-bakelitni cilindar, lijevo ili desno, stavljaju bočnu stranu i navijaju prvi svitak tako da pritisne telefonski papir i naslanja se na traku izolacijskog kartona. Sljedeći namotaji su čvrsto postavljeni jedan na drugi, dok je papirna traka pričvršćena ekstremnim namotima namota, a naplatak pouzdano izolira kraj namota. Za 5-6 okreta do kraja prvog sloja, ugradite drugu stranu na podložnu podlošku i navijte zavoje tako da zadnji zavoj prvog sloja počiva na traku izolacijskog kartona. Prijelaz na drugi sloj izoliran je telefonskim ili kabelskim papirom. Na sličan način proizvode namotaj svih slojeva namota. Izolacija međusloja, kao što je prikazano na Sl. , 3, i,uklapa se preko cijele visine namota.

R i sa. 28.3. Namatanje višeslojnih namota iz okrugle žice.a -pričvrsna izolacija učvršćenja nosača (7 - predložak; 2
- potisna podloška; 3-
povlačenje; 4
- izolacija terminala - "strana" elektroizolacijskog kartona; 5 - telefonski papir; 6
- okretanje namotaja; 7- izolacijska izolacija); b- uklanjanje petlji i njihova izolacija (1
- predložak; 2 - okretanje namotaja; 3
- električna kutija; 4
- zavoj petlje; 5 - cijev od lakiranog platna; 6
- kraj petlje).
Za formiranje aksijalnog kanala ravnomjerno po obodu, lamele su izrađene od drva ili izolacijskog kartona i učvršćene su trakom za držanje, nakon čega je ugrađena završna izolacija, a prvi zavoji sljedećeg sloja namota su namotani. Za formiranje kanala također se koriste jastučići od valovitog kartona. Ventili za podešavanje namotaja se izvode u obliku petlje s vlastitom žicom ili iz petlje bakrenih trakastih traka. Petlja tražene duljine pričvršćena je taft trakom, izolirana lakiranom krpom, postavljena u otbortovannu kutiju elektroizolacijskog kartona i osigurana zavojem, kao što je prikazano na slici. 3, b. Na gotovom namotu nametnite zavoj od taft trake ili kabelskog papira, a namotaj ulazi u sušenje (ili impregnaciju).
Višeslojni cilindrični namoti visokonaponskih transformatora se izvode s okruglom i pravokutnom žicom, u drugom slučaju s položajem žice na rubu i ravnom žicom.
Najčešći oblik cilindričnog namotaja za podešavanje (PO) je dvoslojni namot koji se sastoji od dva koncentrata. Središte grubog podešavanja napravljeno je kao normalan cilindrični namot iz pravokutne žice koja je položena ravno ili na rub. Središte finog podešavanja je ranjeno, kako je bilo, u višestrukoj upotrebi (broj grana je obično jednak 8). Takav namot se sastoji od 8 zavoja (grana) koje se istodobno ranjavaju. Svaki takav potez može se sastojati od jednog ili više vodiča postavljenih u blizini stana ili na rubu. Namotaj namotaja RO na klizne trase na horizontalnim i l na vertikalnim strojevima za namatanje. Ovisno o položaju žice tijekom namatanja na rubu (ili ravnu), njegovi krajevi prolaze kroz odgovarajući zatezač i počinju namotati prvi sloj namota, slaganje zavoja izravno na papirni bakelitni cilindar. U procesu proizvodnje, kompaktiranje se izvodi u aksijalnom i radijalnom smjeru pomoću uređaja montiranog na šipki stroja za namatanje. Nakon podešavanja opruga mehanizma za stezanje valjka, oni stvaraju stabilan radijalni tlak na namotima namotaja. U procesu namotavanja mehanizma za stezanje, koji se kreće uz vijak, osigurava se aksijalno pritiskanje namota.
Značajka namotaja namotaja sa slaganjem dvaju ili više vodiča u sloju je provedba grupnih transpozicija na početku svakog sloja, kada se zamijene dvije skupine žica jednog sloja.
Navijanje namotaja folije vrši se na strojevima s horizontalnom osi rotacije. Postupak namotavanja folijskih namota je mnogo jednostavniji i manje vremena od procesa namotavanja iz žice (sl. 4), ali zahtijeva ili posebne strojeve za namatanje ili posebne naprave za davanje koje su pričvršćene na horizontalne strojeve za namatanje namota iz žice. Uređaj za slanje treba osigurati ugradnju jedne ili više rolni folije, jednog valjka izolacijske trake ili papira za namatanje s krajeva, mehanizma za rezanje folije i papira, jedinice za zavarivanje za zavarivanje traka na foliju ili folije između njih. 
R i sa. 4. Navijanje folije.
/ - folija; 2 - izolacija između slojeva; 3
- traka s podvezom
Tehnologija namotavanja namotaja folije na upletene magnetske jezgre ima svoje specifične značajke. Glavno od njih je da se namotaj namotaja niskog napona izvodi izravno na jezgru magnetskog kruga, a namotaj visokog namota proizvodi se izravno na namotaj niskog napona istog stroja. To se radi na posebnim strojevima koji omogućuju namatanje namota niskog napona i namotaja visokog napona.
Namotaj namota, ili bolje rečeno, "namotaj" namota, napravljen je na posebnom sklopivom trnu smještenom u izolacijskom razmaku između magnetske jezgre i namota. Nakon namotavanja cijelog namota, igla je rastavljena i uklonjena iz namota, a potonja je pričvršćena na magnetsku jezgru pomoću »klinastih traka. Spajanje grana na foliju može se izvršiti hladnim zavarivanjem, ultrazvučnim ili argonskim zavarivanjem.
Disknamotaj zavojnice sastoji se od niza pojedinačno namotanih jednostrukih ili dvostrukih svitaka, od kojih svaki ima nekoliko zavoja namotanih jedan na drugi u spirali u radijalnom smjeru. Namotavanje tako kratkih dijelova namota proizvodi se na strojevima koji imaju samo jedan prednji nosač, koji postavlja univerzalni predložak. Svitci namota diska mogu se razlikovati u veličini promjera namota, broju zavoja, veličini i izolaciji žice za namatanje, debljini dodatne izolacije zavojnica. Tehnološki postupak namatanja namota je sličan za sve izvedbe. Najjednostavniji je namotavanje pojedinačnih zavojnica. Budući da: pojedinačne zavojnice, izrađene u obliku ravne spirale, nemaju smjer, navijanje svih pojedinačnih zavojnica se vrši bilo u smjeru kazaljke na satu (lijevo) ili suprotno od smjera kazaljke na satu (desno), slaganjem svitaka jedan na drugi u radijalnom smjeru.
Spirale s dvostrukim diskom smatraju se ispravnima ako su žice; od gornjeg vanjskog kraja ide u smjeru kazaljke na satu, i lijevo,., ako je smjer žice u smjeru suprotnom od kazaljke na satu. Da bi se osigurao određeni smjer namotavanja namotaja diska kada je namotan s dvostrukim zavojnicama, namotaj prvog počinje u smjeru kazaljke na satu - s lijevim namotom i suprotno od kazaljke na satu - s pravim namotom. Navijanje drugog svitka treba izvesti u suprotnom smjeru, tako da se zavoji svi zavoji prvog svitka, vezuju se na 4-6 mjesta s dijelovima trake za držanje, žica se odvaja, kraj zavojnice je zakrivljen i učvršćen zavojem, a kraj je zalemljen do kraja unutarnje zavojnice. žice iz drugog bubnja. Kada namotaju drugi svitak, oni mijenjaju smjer vrtnje prednje ploče, radnik namatanja mijenja radni položaj i nastavlja navijanje druge zavojnice žicom za namatanje s drugog bubnja instaliranog na suprotnoj strani stroja. Tako se dobivaju oba zavojnice s istim smjerom namota.
Ako se okret sastoji od nekoliko paralelnih žica, tada na unutarnjim prijelazima između dva uparena svitka provodite permutaciju (transpoziciju) paralelnih žica.
Namotajne zavojnice manjih dimenzija (promjera do 1500 mm) proizvode se bez unutarnjeg lemljenja, ali s premotavanjem zavoja jednog svitka. Navijanje na jednoj strani stroja mijenja samo smjer vrtnje prednje ploče. U početku, svitci jednog svitka privremeno su namotani na pomoćni uzorak (sl. 5), fiksno pričvršćeni na jedno vreteno s glavnim uzorkom. Zavojnice su postavljene jedna pored druge, kao kod namotavanja namotaja sloja; duljina namotane žice na pomoćnom uzorku mora odgovarati duljini svih zavoja jedne zavojnice. Nakon završetka privremenog navijanja luk.
Za namotavanje drugog svitka mijenja se rotacija stroja i koristi se prethodno namotana žica na pomoćni uzorak. Nakon oslobađanja pričvršćenja pomoćne šablone (ona se sada može okretati na vretenu), žica se prolazi kroz zatezač, drugi svitak se namotava pored prvog koji je već namotan. Oba zavojnica imaju isti smjer namatanja. Krajevi svake zavojnice su označeni, označavajući broj svitka i fazu namota.
Prilikom provjere svitaka mjere se presjek i debljina izolacije magnetne žice, radijalna veličina, broj zavoja, unutarnji i vanjski promjeri, kao i ispravnost prijelaza i njihova izolacija.
Po potrebi se na svitak nanosi dodatna izolacija papirnatim trakama u polu-preklapanju na posebnom izolacijskom stroju.
Izrada disk zavojnica - vrlo dugotrajan proces. To je uvelike pojednostavljeno kod navijanja na vertikalne strojeve za namatanje. Također je preporučljivo primijeniti lijepljenje okreta u procesu namatanja: tankim slojem ljepila metil celuloze se nanosi poseban uređaj na žicu za navijanje. Ispada zavojnica s lijepljenim zavojima kako bi se izolirao prijelaz na prvi svitak, a na glavnom uzorku se navije prvi svitak. Nakon navijanja posljednjeg okreta označite potrebnu duljinu kraja, pričvrstite ga stezaljkom, spojite zavojnicu na 3-6 mjesta s trakom za držanje, odrežite kraj žice za navijanje i savijte kraj svitka.

Sl. 5. Navijanje disk zavojnica na pomoćnom predlošku.
- stroj za namatanje kanala; 2 -
potisni disk; 3
- vijak za blokiranje; 4 -
namotaj za navijanje s trakom od kartona položenom na vrh; 5
- traku s elektrokardne ploče; 6
- trn za privremeno namotavanje drugog diska; 7 - žica za namotavanje; 8
- valjak za vođenje.
Kontinuirani namoti transformatora različitih kapaciteta i napona razlikuju se po broju zavoja i zavojnica, poprečnom presjeku i izolaciji žice za navijanje, broju paralelnih žica, veličinama kanala i broju tračnica, položaju petlji za namještanje i slavinama, aksijalnim dimenzijama, unutarnjem i vanjskom promjeru, položaju spojenih svitaka, prisutnosti ili odsutnosti promjera, položaju spojenih svitaka, prisutnosti ili odsutnosti. kapacitivni prstenovi, itd. Stoga prisutnost određenih strukturnih elemenata značajno utječe na tehnološki proces proizvodnje namota.
Kontinuirani namot se sastoji od niza zavojnica s kanalima između njih. Broj zavojnica u namotaju je od 30 do 150. U svakom svitku zavojnice su namotane jedna na drugu spiralom, tj. Visina zavojnice jednaka je širini žice. Broj zavoja u zavojnici je od 2 do 40-50. Svitci kontinuiranog namotaja namotavaju se na tračnice formirajući vertikalne kanale duž unutarnje površine namota. Brtve se stavljaju na lamele, pomoću kojih se između zavojnica stvaraju horizontalni kanali. Svako okretanje namota može se sastojati od jedne ili više paralelnih žica. Ova izvedba smanjuje gubitke vrtložnih struja u namotima i olakšava namotavanje svitaka. Transpozicija paralelnih žica provodi se u procesu namatanja pri svakom prijelazu iz zavojnice u zavojnicu, što se postiže izjednačavanjem njihovih aktivnih i reaktivnih otpora. Kontinuitet namotavanja je osiguran kao rezultat pomicanja zavoja u križnom zavojnici. Poprečne zavojnice se prvo namotaju kao i obično, a zatim se zavoji ovih zavojnica pomiču obrnutim redoslijedom. Prijelazi iz zavojnice u svitak (unutarnji i vanjski) provode se na razini ekstremnog (odnosno unutarnjeg ili vanjskog) svitka savijanjem žice na rub.
Tehnološki procesi kontinuiranog namotavanja namota slični su za sve izvedbe namotaja transformatora 10-330 kV, ali se zbog raznolikosti konstrukcija koriste različite sheme namota (Slika 6, a-h).
Namotavanje namota može se izvesti i na horizontalnim i na vertikalnim namotajnim strojevima. Razmotrite namotavanje neprekidnih namotaja na horizontalni stroj za namatanje. Prvo, pogledajmo najjednostavniji slučaj namotavanja kontinuiranog namota, kada svici imaju cijeli broj zavoja, poprečni presjek se sastoji od jedne žice s normalnom izolacijom, krajevi namota nalaze se vani, a namot je ostavljen u ravnoj liniji (slika 6, a). Nakon završetka pripremnih radnji prije namotavanja, pričvrstite krajeve žica potrebne duljine za drvenu dasku (izrez u podložnoj ploči ili gredu klizne šablone), otpustite napetost žice i uključite stroj, smjer vrtnje je u smjeru kazaljke na satu.
Prva zavojnica za reverziranje namotana je u nekoliko stupnjeva: prvo, namotavanje zavojnica privremene zavojnice bez napetosti (Sl. 7, a, b)i provesti prijelaz na sljedeći svitak (sl. 7, c), zatim ručno izvršiti pomicanje zavoja privremeno namotanog svitka (slika 7, g, d)premještaju cijelu zavojnicu na svoje prijašnje mjesto i učvršćuju zavojnice na zadanu radijalnu veličinu (slika 7, e).Premještanje zavojnica privremeno namotanih namota provodi se u jednom okretu u obrnutom redoslijedu tijekom namatanja; Najprije uklonite gornju zavojnicu i stavite je na tračnice izolacijskog kartona, zatim uklonite sljedeći svitak i stavite ga na prethodno uklonjeni, itd. Kada je posljednji (donji) svitak privremeno namotanog namota položen preko zavojnice, 4-8 (ovisno o promjeru namota) Stezaljke u obliku slova U kako bi se uklonilo rasipanje zavoja zavojnice prilikom zatezanja.

R i sa. 6. Tipične sheme kontinuiranih namota.
i- krug lijevog izravnog namotavanja; b - desna ravna shema namotavanja; u -lijevi izravni strujni krug s vanjskim slavinama; g- Krug lijevog namotaja s unutarnjim slavinama; d- desni sklop namotaja s vanjskim slavinama; e- desnoga pravokutnog strujnog kruga s unutarnjim slavinama; dobro- shema obrnutog namotavanja s vanjskim slavinama; a- shema obrnutog namotavanja s unutarnjim slavinama.
Svitak s već potpuno pomaknutim okretajima pomiče se na njegovo stalno mjesto - u blizini daljinskih brtvi, a zavoji se zatežu uz pomoć napetosti 
Sl.7. Proces namotavanja svitaka kontinuiranog namota (svitak jedne žice).
a - izvršenje vanjskog prijelaza konstantne zavojnice i namotavanje prvog zavoja zavojnice poprečne kutije; b- namotaj zavojnice; u- implementacija prijelazne zavojnice; G-obloga mijenja privremenu zavojnicu; d- završeno je premještanje zavojnica; e- prečka s unutarnjim prijelazom za namatanje konstantne zavojnice.
prilagodbe. U procesu zatezanja zbijene zavojnice sekcije laganim udarcima drvenog čekića u aksijalnom i radijalnom smjeru, a zatim fiksirati kraj namotaja s zavojom od čuvarne trake ili posebne stezaljke. Premjestite odstojnike duž tračnica (formirajući kanal između drugog i prvog svitka) i namotajte zavojnicu s potrebnom napetošću žice i zatvorite zavojnice zavojnice. Gustoću namotaja namota i kontrolu napetosti osiguravaju posebni uređaji (vidi sliku 1). Na kraju namotaja zavojnice, na njega je postavljen U-oblik stezaljke, označen je prijelaz u sljedeći, treći (perekladnaya) zavojnica, izveden je vanjski prijelaz i nastavljen je namot. Na sl. 7 a- eza veću jasnoću prikazan je proces namotavanja pete, a ne prve, zavojnice. Sve navedeno u tekstu odnosi se na sve zavojnice, počevši od prvog.

Sl. 8. Izrada prijelaza.
i- savijanje žice za prijelaze; b - izolacija unutarnjih prijelaza pomoću kutija za kalupljenje; u- izolacija unutarnjih i vanjskih prijelaza s izolacijskim brtvama; 1
- žica; 2-profilna kutija; 3 -
oblikovana brtva; 4 -
zavojna traka; 5 - brtva jednostavna s rupama.
U svim prijelazima namota (Sl. 8, a-c)oni su jedno od najopasnijih mjesta, budući da je izolacija najvjerojatnije tamo oštećena, pa se moraju izvoditi vrlo pouzdano i točno. Tijekom procesa namatanja, svaki prijelaz je zakrivljen s uređajem za savijanje (slika 8, a) tako da ne viri u susjedni kanal, a središte zavoja nalazi se u sredini razmaka između razmaka (u središtu polja). Nakon savijanja, prijelazi se dodatno izoliraju. Unutarnji spoj je uvijek izoliran brtvom ili kutijom koja se nalazi na vrhu žice, a vanjski spoj je na dnu (sl. 8.6). Treći se svitak izvodi na isti način kao i prvi. Prvo pomaknite potreban broj odstojnika blizu drugog svitka, slaganje jednog okreta na drugi; nakon polaganja posljednje zavojnice, vrši se unutarnji prijelaz na četvrti (stalni) svitak, vrši se pregradnja i zavojnice se zatežu, kako je gore opisano. Nakon postavljanja brtvi između trećeg i četvrtog svitka, četvrta (trajna) zavojnica je namotana, izvodi se vanjski prijelaz od četvrtog do petog svitka, a slijedeći namotaji su namotani, ponavljajući metode namotavanja fiksnih i pomičnih zavojnica.
U našem primjeru, svi neparni namotaji su namotani obrnutim zavojnicama i izvode unutarnje prijelaze, a svi jednaki zavoji su namotani vanjskim prijelazima. Ako je potrebno ugraditi krajeve navoja unutra, tada je namotavanje neparnih svitaka konstantno, a ravne zavojnice su napravljene od poprečnih žica. S ukupnim brojem okreta u svakoj zavojnici, početak i kraj, kao i svi prijelazi bit će smješteni u istom polju između prve i zadnje tračnice, kao što je prikazano na sl. 9 a.Brojevi na skeniranju označavaju letvice. Svi oni u prikazanom namotu 16. Početak namota i svi prijelazi od zavojnice do zavojnice napravljeni su između tračnica 1 16.

Sl. 9. Položaji početka namota i prijelazi iz jedne u drugu zavojnicu (kontinuirani namot u proširenom obliku).
a je cijeli broj zavoja u svakoj zavojnici; b - djelomični broj zavoja u svakoj zavojnici.
Ali ne uvijek navijanje ima cijeli broj zavoja u svakoj zavojnici. Ponekad je ukupan broj zavoja u namotu takav da svaka zavojnica ima djelomičan broj zavoja. U tom slučaju, svaka zavojnica mora imati cijeli broj okretaja plus neki dio jednog okreta. Kao rezultat toga, početak namotaja i prijelazi od svitka do zavojnice međusobno će se miješati na nekom dijelu kruga. Uzmimo na primjer slučaj kada svaka zavojnica ima 4 okreta. Raspored početka namotaja i prijenosi od svitka do zavojnice su dobiveni kako je prikazano na sl. 9, b. Početak namota nalazi se između traka / - 16. Prijelaz iz prve u drugu zavojnicu nalazi se između letvica 15 i 16, tj. u odnosu na početak pomaknut za 1/16 kruga. Prijelaz iz drugog svitka u treći nalazi se između 14 i 15, itd. Kao rezultat toga, nakon šesnaeste zavojnice, jedan puni obrat neće biti prijavljen. Da nije bilo 2/16 kruga na svakoj zavojnici, nakon šesnaestog, dva okreta ne bi bila prijavljena. U dijelu svitka gdje se ne održava radijalna veličina zavojnice zbog pod-rotacije loma svitka, potrebno je poravnati radijalnu veličinu svitka polaganjem trake izolacijskog kartona između zavojnica, tj., "Ubrzati" radijalnu veličinu zavojnice.

Sl. 10. Prijelazi između zavojnica kontinuiranog namotaja s transpozicijom paralelnih žica.
i- svitak se sastoji od dvije žice; b- svitak se sastoji od četiri žice.
Osobitost višestruko-paralelnih namotajnih prijelaza je da žice mijenjaju mjesta tijekom prijelaza: gornja žica postaje donja žica, druga žica od vrha je druga od dna, itd.
Primjerice, uzmite namota dvaju paralelnih žica, prikazanih na Sl. 10, a. U prvoj zavojnici, žica b je na vrhu i žica i- ispod. Nakon prijelaza na drugu zavojnicu, žice su obrnute: žica b postaje niža i žica i- vrh, itd. Sličan uzorak dobiva se s većim brojem paralelnih žica. Uzmimo, na primjer, namatanje četiri paralelne žice (Sl. 10.6). žica i,koji je bio u prvoj zavojnici, nalazi se na vrhu, u drugoj zavojnici je postao dno; žica bu prvoj zavojnici bio je drugi od vrha: i u drugoj zavojnici to je postalo
U slučajevima kada se navoji namatanja ne sastoje od jednog, već od nekoliko paralelnih žica, postupak namatanja se provodi na isti način kao u slučaju jedne žice, osim za izvođenje prijelaza iz jednog svitka u drugi. U prethodnom slučaju, pri razmatranju namotavanja s jedne žice, imali su samo jedan prijelaz od zavojnice do svitka. U slučaju više-paralelnog namotaja, broj prijelaza između zavojnica odgovara broju paralelnih žica za namotavanje.
treći vrh žice uprva zavojnica bila je treća od vrha, u drugoj zavojnici postala je druga od vrha i na kraju žice gu prvoj zavojnici bila je niža, au drugoj zavojnica postala gornja. Ova promjena položaja žica (transpozicija) vrši se tako da sve paralelne žice imaju istu dužinu i približno su u istom položaju u magnetskom polju.
Razmotrite transpoziciju tri paralelne žice. (1 -3) namotaj svitka pomoću tehnološkog klina (Sl. 11). Nakon navijanja unaprijed određenog broja zavoja konstantne zavojnice, sve paralelne žice posljednjeg zaokreta su pričvršćene ili zalijepljene (za lakšu transpoziciju), označite vanjske prijelaze žica na sljedeću prigušnicu i izolirajte ih. Prvo, gornja žica je savijena, zatim se treća žica savija u drugom i posljednjem, premještajući zavoje svake sljedeće žice za jedno polje. Da bi se vanjski prijelazi na lamelama na vrhu konstantnog svitka postupno spustili, upotrebljava se tehnološki klin (stepenasto), koji se postavlja na lamele pod prvim zakretanjem zavojnice poprečne karike. Korištenje klina osigurava da se jedan svitak paralelan s drugim uklapa i da su svi prijelazi ispravno smješteni u navedenim poljima. Na klini stog prijelaza u traženom redoslijedu, imajući na svakom koraku na prijelazu. Prvi donji prijelaz postavljen je na prvi korak klina, sljedeći prijelaz u drugi, i tako dalje, posljednji na klinu je postavljen gornji prijelaz prvog okreta. Nakon postavljanja prijelaza na klin, raspored svih paralela prvog okreta se mijenja, tj. Donji vodič postaje gornji vodič i obratno, kao što je prikazano na Sl. 11. Navijanje prve zavojnice na klin, navijanje drugog svitka pored njega, a slijedeći namotaji se polažu na drugi i nastavljaju se navijati na uobičajeni način. Međusobnim pomicanjem žica u prijelazima komplicira se brojanje okretaja, definicija početka i kraja zavojnice, što je iznimno važno kod namatanja.
![]()
Sl. 11. Transponiranje paralelnih žica svitka kontinuiranog namota (svitak se sastoji od tri žice).
Da bi se postigla ujednačenost u proizvodnji namota, u praksi je razvijeno određeno pravilo: ako se skretanje sastoji od neparnog broja paralelnih vodiča, broj okretaja i određivanje početka i kraja zavojnice su na srednjoj žici; s parnim brojem paralelnih vodiča, brojanje svitaka i određivanje početka i kraja zavojnice provode se na posljednjoj žici prve polovice ili na prvoj žici druge polovice (vidi sliku 10, a, b)
Neprekidan namot može imati grane za podešavanje. S koncentričnim rasporedom namotaja na jezgru magnetskog kruga, podešavanje i druge grane iz unutarnjih namotaja protežu se gore i dolje duž unutarnje i vanjske površine "svoga" namota. U isto vrijeme u jednom polju (između stupova brtvila) nalazi se jedan ili dva ispusta. Zavoji su napravljeni od vrpčastog bakra, kada su zalemljeni na unutarnju zavojnicu, ili od žice za namatanje - kada je slavina pričvršćena na vanjsku zavojnicu zavojnice. Pripreme grana u obliku pojedinačnih traka od bakrenog bakra ili pojedinačnih žica najprije se skupljaju u paket određenog poprečnog presjeka, a zatim izoliraju trakama kabelskog papira i stlačuju u preši. Krajevi zavoja su zakrivljeni tako da osiguravaju visoku kvalitetu obroka, nakon čega slijedi izoliranje mjesta obroka i polaganje brtvi koje izoliraju vodove od namotaja namota. Lemne krivine izvode se u blizini prijelaza. Mjesto lemljenja je pažljivo očišćeno i izolirano lakiranom tkaninom, pri čemu se dužina stožca mora održavati najmanje 10 puta većom od debljine nanošene izolacije. Ispod lemne lampe za namještanje, oni su položeni i prevučeni električnim izolacijskim brtvama, povezujući ih s namotanim zavojnicama s trakom za držanje.
Obično se koriste dvije sheme namatanja s podesivim granama - izravno i obrnuto. Uz izravnu shemu (sl. 12) namotaj ima razmak u sredini (vidi sliku 6, c, g).Grane za podešavanje su napravljene na mjestu rupture. Obje polovice namota nastavak su jedna drugoj. Stoga, nakon navijanja i lemljenja slavina prve polovice namota, počinju namotavati drugu polovicu. U tom slučaju, smjer namatanja zavoja ostaje isti, a postupak namotavanja druge polovice je potpuno isti kao i prvi.
S obzirom na rižu. 12, uvijek smo imali na umu da su grane za namještanje izrađene od gornjih zavoja zavojnice, te su tako dobivene na vanjskoj površini namota (vidi sliku 6, c, d).U međuvremenu, postoje slučajevi kada su grane načinjene od donjih zavoja zavojnice, a zatim se ne nalaze na vanjskoj, nego na unutarnjoj površini namota, to jest između zavojnica i cilindra. U tom slučaju, postupak namotavanja namota se izvodi drugačije: namotaj prve polovice počinje od sredine cilindra i vodi u smjeru prema jednom od njegovih krajeva (vidi sliku 6, d, e).Zatim se cijeli uzorak, zajedno s prvom polovicom namotane namotane na njega, okreće na svojoj strani, a namotavanje druge polovice počinje od sredine cilindra u smjeru njegovog drugog kraja.
Razmotrimo sada namotaj namotaja prema obrnutoj shemi, kada obje polovice namota imaju drugačiji smjer namatanja. Navijanje se ne razlikuje od gore opisanog. Potrebno je samo točno uzeti u obzir položaj slavina - unutar ili izvan namota. Ako se slavine moraju nalaziti vani, onda bi namotaj trebao početi na kraju cilindra i voditi ga prema sredini. Nakon namatanja prve polovice, cijeli uzorak, zajedno s prvom polovicom namotane namotane na nju, treba se okrenuti za 180 ° i, počevši od proizvedene polovice, nastaviti dalje namatati. Kao rezultat, dobivamo da će obje polovice namota imati drugačiji smjer namatanja zavoja (vidi sliku 6, g). U slučaju kada je namotavanje izvedeno s unutarnjim slavinama (vidi sliku 6, h), postupak namatanja počinje od sredine predloška. U tom slučaju, i prva i druga polovica namota su namotane bez okretanja uzorka. U tom slučaju, u obje polovice namota, također se dobiva drugačiji smjer namota.

Sl.12. Položaj slavina za namatanje s izravnim krugom (grane na vanjskom zavoju zavojnice).
Pri namatanju kontinuiranih namotaja transformatora velike snage s promjerom namotaja većim od 1500 mm ili velikom radijalnom veličinom zavojnica (više od 140 mm), pomicanje zavoja privremenih zavojnica je teško, tako da se namotanje takvih namota vrši pojedinačnim zavojnicama, za vrijeme namatanja koje povezuju njihove krajeve lemljenjem. Na horizontalnom stroju namota se izvodi naizmjenično od bubnjeva instaliranih na obje strane stroja za namatanje. Omotač također mijenja svoje radno mjesto i nalazi se na strani namotaja. Kod namatanja svaki svitak mijenja smjer vrtnje prednje ploče. Kako bi se pojednostavila tehnologija, namotavanje takvih namota je pogodnije za proizvodnju na strojevima s vertikalnom osi rotacije (Sl. 13).
Korištenje dvo- i trojezičnih podijeljenih žica u namotajima visokonaponskih transformatora velike snage uzrokovalo je neke značajke njegovog namota. To se prije svega odnosi na provedbu transpozicije na prijelazima između susjednih zavojnica. Ako se namota zavojnice sastoji od dva ili više podijeljenih vodiča, tada se radi poravnavanja omskih i induktivnih otpora na lokacijama namota obavljaju grupne transpozicije i transpozicije elementarnih vodiča podijeljene žice.
Prilikom namotavanja namota na stroj za okomito namotavanje, prvo obavite pripremne radove za namatanje i namatanje. Podignite prednju ploču stroja u krajnji gornji položaj, pričvrstite na nju donju ploču za pritiskanje s krajnjom izolacijom namotaja (za naknadni estrih) i proširenom osovinom prilagođenom potrebnom promjeru namotaja namota. Na vreteno je postavljen cilindar i na njega je pričvršćen set tračnica s dijelom seta razmaknica. Preostali jastučići za razmak, regrutirani u trake izolacijskog kartona, ulaze u stroj. Ako bi na rubovima namota trebali biti kapacitivni i disk prstenovi, donji prstenovi su unaprijed postavljeni na osovinu koja se širi, a zatim početi navijanje kontinuiranog dijela namota.
Smjer vrtnje stroja mijenja se prilikom namatanja svakog svitka. Označavanje mjesta unutarnjih prijelaza prve zavojnice na sve žice svitka, savijanje i izoliranje prijelaza, fiksiranje krajeva žica na cilindru i početak namotavanja zavoja prvog svitka u skladu s navedenim smjerom namota. Nakon namotavanja prvog svitka, pod unutarnje prijelaze polažu se električni izolacijski jastučići, nakon čega se nastavlja namatanje preostalih zavojnica prvog svitka. Zavojnica je učvršćena stezaljkom, žice su odrezane, vanjski kraj je izoliran i fiksiran. To je početak navijanja. Za nastavak namotavanja žice na prethodno izvedene unutarnje prijelaze zavojnice za ranu, promijenite smjer vrtnje vretena stroja, spustite razmaknice koje formiraju kanale duž tračnice i nastavite navijanje zavoja drugog svitka.

R i sa. 13. Namotaj namotaja visokog napona na stroj za okomito namotavanje.
Zavojnica je učvršćena stezaljkom, izvode se vanjski prijelazi, a krajevi žica su odrezani. Zatim instalirajte udaljene jastučiće i pripremite namot trećeg svitka. Prvo, unutarnji prijelazi na četvrti svitak su označeni i savijeni, zatim mijenjaju smjer vrtnje i navijaju zavoje treće zavojnice. Nakon što su pričvrstili gornji zavoj, odrezali su žice, a zatim spajali krajeve vodiča: gornji zavoj trećeg svitka s krajevima drugog svitka, koji su prethodno bili savijeni u obliku vanjskih prijelaza. Pri namotavanju kontinuiranog dijela namota izvode se namještanje grana i petlji, kako je opisano za namatanje na horizontalnim strojevima. Radi lakšeg rada, podešavaju visinu radnog područja, spuštajući predložak s već navijenim dijelom namotaja ispod razine poda (Sl. 13).
Nakon navijanja posljednjeg svitka, odrežite krajeve žice za namatanje, postavite kapacitivne prstenove i lemite i izolirajte krajeve namotaja i kapacitivne prstenove. Zatim se provodi preliminarno aksijalno pritiskanje namota, sve daljinske i brave za brtvljenje se postavljaju uzduž vodilice, daljinska brtvila za namotavanje se probijaju trakama ili trakama, a zatim se grede osovine za ekspandiranje komprimiraju i uklanjaju iz namota. Završna izolacija namota, tehnološke brtve i oslonci su postavljeni na gornji kapacitivni prsten, gornja ploča za pritiskanje se spušta na njih, a namoti sa čeličnim klinovima se namotavaju ključem. Nakon odvajanja donje ploče za pritiskanje od prednje ploče stroja, povlače napetost namotaja s nadzemnom dizalicom i prenose ga u tehnološku obradu.
Metoda namotavanja namota s pojedinačnim zavojnicama s njihovim naknadnim lemljenjem ima značajan nedostatak - veliki broj obroka, što svakako smanjuje pouzdanost namotaja. Trenutno postoje metode kontinuiranog namotavanja bez lemljenja na horizontalnim i vertikalnim strojevima.
uvrnutnamotaj se razlikuje od kontinuiranog niza namota rasporeda zavoja u zavojnicama. Ako ste u
neprekidni slijed navoja zavoja-1, 2, 3 ..... n,
tada je za isprepletene zavojnice redoslijed različit - 1, (n / 2 + l); 2, (n / 2 + 2); 3, (n / 2 + 3); pg, (p / 2 + m),
pri čemu je n broj zavoja u par zavojnica; m je redni broj svitka.
U isprepletenom namotu razlika napona između susjednih zavoja je n / 2 puta veća nego u kontinuiranom namotu. Zbog toga se nameću visoki tehnički zahtjevi u proizvodnji isprepletenih namota (visokokvalitetno lemljenje, visoka gustoća namotaja, konstantne veličine spojeva, itd.). Namotaji isprepleteni navijanjem mogu se izvoditi na strojevima za horizontalno i vertikalno namotavanje. I sa kontinuiranim i isprepletenim namotajem, naizmjenično se navijaju izmjenični svici i nepokretni svici, prenoseći paralelne vodiče svitka tijekom prijelaza iz jednog svitka u drugi. U isprepletenim namotima (nasuprot neprekinutim) broj žica za namatanje koje se koriste tijekom namota jednak je dvostrukom broju paralelnih žica namotaja zavojnice.
Kod isprepletenih namota široko se primjenjuje podijeljena PVP žica. Namotaji isprepleteni namotima proizvode se uglavnom na vertikalnim strojevima za namatanje bez lemljenja krajeva susjednih zavojnica (slično namotima s kontinuiranim namotima pomoću Pu obliku isječaka).
vijaknamoti transformatora se izvode i jedno-propusni i višestruki. Spiralni namotaj sastoji se od niza zavoja, namotanih uzduž spiralne linije, s naftnim kanalima između njih. Svaki okret se sastoji od nekoliko (od 7 do 140) istovjetnih paralelnih žica preko presjeka, položenih ravno u radijalnom smjeru. Ovisno o broju žica koje se okreću, namota vijaka može biti jedno-, dvo- ili višestruki, tj. Cijeli namot se sastoji od dva ili više odvojenih vijčanih namota koji su namotani jedan u drugi tijekom procesa namatanja. Paralelne žice namota vijaka nalaze se koncentrično i nalaze se na različitim udaljenostima od njegove osi. Ako ne poduzmete posebne mjere, žice koje se nalaze bliže osi bit će kraće, a udaljenije će biti dulje. Razlika u duljini i položaju u magnetskom polju paralelnih žica uzrokuje nejednakost njihovih aktivnih i induktivnih otpora, a time i neravnomjernu raspodjelu struje između njih. Da bi se osigurala ravnomjerna raspodjela struje preko vodiča i, sukladno tome, da bi se smanjili dodatni gubici, multi-amperni namoti se izvode s promjenom paralelnih žica za namotaje (transpozicija) tijekom procesa namatanja.
Vertikalni kanal duž unutarnje površine namotaja vijka i kanali između njegovih zavoja formirani su od istih tračnica i brtvi kao u kontinuiranom namotu. Navijanje može biti desno i lijevo. Tehnološki postupak namatanja namota vijaka je isti za sve tipove energetskih transformatora. Ovisno o izvedbi, vijčani namoti mogu se razlikovati po broju paralelnih žica u svitku i broju zavoja, radijalnim i aksijalnim dimenzijama namota, unutarnjem i vanjskom promjeru, duljini i težini namota, poprečnom presjeku i izolaciji žice za navijanje, broju zavojnica i vrsti transpozicija. Prilikom namotavanja namotaja vijaka, vrlo je važno postaviti bubnjeve s namotanom žicom na njih i sastaviti početni kraj (terminal za namatanje). Tehnološki bubnjevi se ugrađuju na kočiju u nekoliko redova i 2-3 stupnja tako da se svi krajevi bubnja donjeg sloja vode do stezaljke, koja se nalazi na vrhu bubnja, a gornji sloj - na dnu bubnja. Početno polaganje žica vrši se za svaku vrstu transpozicije prema specifičnoj shemi, tako da pri obavljanju transpozicija, uvijanje žica bude minimalno.
Namotavanje namotaja namotaja znatno pojednostavljuje upotrebu transponiranih žica. Navijanje namota, čija se krivina sastoji od jedne transponirane žice (kao da je jednostruka), proizvodi se na isti način kao i jednostavni (jednoslojni) cilindrični namotaj s jedinom razlikom što se nakon zavijanja na svakom zavoju postavljaju udaljeni odstojnici između zavoja.
Prilikom sastavljanja aktivnog dijela transformatora I, II dimenzija na transporteru, potrebno je unaprijed sastaviti HV i LV namote svake faze.
Montaža namotaja na fazu vrši se na posebnoj hidrauličnoj instalaciji. NN namota je umetnuta u kavez za instalaciju, a klinovi su umetnuti u vodilice žljebova kaveza, nakon čega se HV namota postavlja u pliticu. Kada uključite ugradnju cilindra sa svojom šipkom preše na namotu HH i klinovima koji su u kavezu, te ih pritisnite u namotu HV. Prethodna montaža namota minimizira upotrebu ručnog rada i osigurava visoku kvalitetu uvrtanja namota.
U nekim slučajevima, namotavanje HV namota prikladno se izvodi izravno na već namotan HH namot. Istovremeno se na HH namotaju ugrađuju udaljene tračnice i cilindar (papirni bakelit ili mekani) HV namota, a zatim se HV namotava, kako je gore opisano. Ova takozvana "fazna" proizvodnja namota široko se preporuča prvenstveno za transformatore I, II dimenzije.
U procesu namotavanja namotaja energetskih transformatora postoji potreba za spajanjem krajeva žice za namatanje. Za pouzdan rad transformatora neophodno je da su ovi spojevi izdržljivi i omogućuju pouzdan kontakt, tako da se sve žične veze u proizvodnji namota izvode samo trajno, koristeći sljedeće metode spajanja: lemljenje - za spajanje pojedinačnih komada žice za navijanje, slavina, amortizera, kapacitivnih prstena i drugih; zavarivanje ugljeničnim elektrodama - za spajanje namotaja od okrugle žice i argona - za povezivanje slavina s krajevima namota iz aluminijske žice; hladno zavarivanje - kombinirati aluminij s aluminijem i aluminijem s bakrom.
Transformator je jedinica dizajnirana za prijenos električne energije s modificiranim pokazateljima preko mreže do krajnjeg korisnika. Ova oprema ima posebnu shemu. Transformatori mogu smanjiti ili povećati napon.
Tijekom vremena jezgra će možda trebati premotati. U tom slučaju, amaterski radio operator se suočava s pitanjem kako naviti transformator, Ovaj proces zahtijeva puno vremena i zahtijeva koncentraciju. Međutim, nema ništa komplicirano oko premotavanja konture. Za to postoji instrukcija korak po korak.
dizajn
Transformator radi na principu elektromagnetske indukcije. Možda ima drugačiji magnetni pogon. Međutim, jedan od najčešćih je toroidalni svitak. Njegov dizajn je izumio Faraday. Razumjeti kako naviti toroidni transformator ili instrument bilo kojeg drugog dizajna, potrebno je u početku razmotriti dizajn njegove zavojnice.
Toroidalni uređaji pretvaraju izmjenični napon jedne struje u drugi. Postoje jednofazne i trofazne strukture. Sastoje se od nekoliko elemenata. Struktura uključuje jezgru feromagnetskog čelika. Postoji gumena brtva, primarni, sekundarni namotaj, kao i izolacija između njih.
Navijanje ima zaslon. Izolirani materijal pokriven i jezgra. Također se koriste pričvrsni elementi. Za spajanje namotaja u jedan sustav koristi se magnetski pokretač.
Uređaj za namatanje
Toroidalni transformatori mogu biti različitih tipova. To se mora uzeti u obzir u procesu stvaranja konture. Pretvarač transformatora 220/220, 12/220 ili druge vrste mogu biti s posebnim alatom.
Da biste pojednostavili postupak, možete napraviti poseban uređaj. Sastoji se od kojega su pričvršćene metalnom šipkom. Ima oblik ručke. Ovaj ražanj će vam pomoći da brzo navijte konture. Grančica ne bi trebala biti deblja od 1 cm i kroz nju će prodrijeti kroz okvir. Korištenje bušilice olakšat će ovaj postupak. 
Bušilica je montirana na ravnini stola. Bit će paralelno. Ručka se treba slobodno okretati. Šipka je umetnuta u steznu glavu. Prije toga, trebate staviti metalni pin s okvirom budućeg transformatora. Šipka može biti navojna. Ova opcija se smatra poželjnijom. Jastučić se može pričvrstiti s obje strane maticom, tekstolitnim pločama ili daskama od drveta.
Ostali alati
koji naviti transformator 12/220, pulsirajuće, feritne ili druge vrste struktura, morate pripremiti još nekoliko alata. Umjesto gore navedenog dizajna, možete koristiti induktor iz telefona, uređaj za premotavanje filma, stroj za kalem i konac. Postoji mnogo opcija. Oni bi trebali osigurati glatki, ujednačeni proces.
Također ćete morati pripremiti uređaj za odmotavanje. Po svom principu, slična oprema je slična gornjim uređajima. Međutim, u obrnutom postupku možete rotirati bez ručke. 
Kako ne bi broj okretaja brojio samostalno, trebate kupiti poseban uređaj. Uzet će se u obzir broj okretaja na zavojnici. U tu svrhu može biti prikladan obični vodomjer ili brzinomjer bicikla. Pomoću fleksibilnog valjka odabrani uređaj za mjerenje spojen je s opremom za namatanje. Možete brojati broj okretaja svitka usmeno.
naselja
Razumjeti kako naviti pulsni transformator, potrebno je izvršiti izračune. Ako premotate već postojeći svitak, jednostavno se možete sjetiti izvornog broja okretaja i kupiti žicu identičnog dijela. U ovom slučaju, možete to učiniti bez izračuna.
Ali ako želite stvoriti novi transformator, morate odrediti broj i vrstu materijala. Na primjer, za uređaj s radnim opterećenjem od 12 do 220 V potreban je uređaj od 90 do snage. Uzmite magnetski pogon, na primjer, sa starog televizora. Poprečni presjek vodiča određuje se prema snazi jedinice. 
Broj zavoja zavoja određen je za 1B. Ovaj indikator je jednak 50 Hz. Primarni (P) i sekundarni (B) namoti izračunavaju se kako slijedi:
- P = 12 x 50/10 = 60 zavoja.
- B = 220 x 50/10 = 1100 zavoja.
Za određivanje struja u njima, primjenjuje se sljedeća formula:
- Tp = 150: 12 = 12,5 A.
- TV = 150: 220 = 0,7 A.
Rezultat se mora uzeti u obzir pri odabiru materijala za izradu novog uređaja.
Izolacijski slojevi
koji transformator vjetra ferita ili neku drugu vrstu instrumenta, morate istražiti drugu nijansu. Između pojedinih slojeva vodiča treba instalirati, najčešće se to radi pomoću kondenzata ili kabela. Svi potrebni materijali mogu se kupiti u specijaliziranim prodavaonicama. Papir mora biti dovoljno gust, čak i bez rupa ili otvora. 
Između pojedinačnih zavojnica, izolacijski slojevi su izrađeni od jačih materijala. Najčešće se nanosi lakirano. Omotan je s obje strane papirom. To je također potrebno za izravnavanje površine prije namotavanja. Ako lakirana tkanina nije pronađena, umjesto toga možete koristiti presavijeni papir.
Papir se reže na trake čija širina treba biti veća od konture. Oni bi trebali ići preko rubova namota 3-4 mm. Višak materijala će se skupiti. Time ćete zaštititi rubove svitka.
okvir
Razumjeti kako naviti transformatorPozornost treba posvetiti svakoj pojedinosti ovog procesa. Nakon što ste pripremili izolaciju, žicu i alat, napravite okvir. Za to možete uzeti karton. Unutarnji dio okvira trebao bi biti veći od jezgre jezgre. 
Za magnetski pogon u obliku slova O potrebno je pripremiti 2 svitka. Za jezgru u obliku slova W potreban je jedan krug. U prvoj izvedbi, okrugla jezgra mora biti pokrivena izolacijskim slojem. Tek nakon toga nastavite do namota.
Ako je magnetski pogon u obliku slova W, okvir se izrezuje iz čahure. Četke su izrezane iz kartona. Zavojnica u ovom slučaju mora biti omotana u kompaktnu kutiju. Na rukavima se stavljaju četke. Priprema okvira, možete početi namotati vodič.
Upute za navijanje koraka
To će biti vrlo jednostavno. Da biste to učinili, u opremu treba postaviti kalem od žice za odmotavanje. Bit će uklonjena sa stare žice. Okvir budućeg transformatora treba staviti u opremu za namatanje. Nadalje je moguće napraviti rotaciona kretanja. Treba ih mjeriti, bez trzaja. 
Tijekom ovog postupka žica iz stare zavojnice bit će premještena u novi okvir. Razmak između žice i površine stola mora biti najmanje 20 cm, što će vam omogućiti da stavite ruku i fiksirate kabel.
Na stolu morate unaprijed postaviti sve potrebne alate i opremu. U ruci treba biti izolacijski papir, škare, brusni papir, lemilo (uključeno u mrežu), olovka ili olovka. Jednom rukom je potrebno okrenuti ručku uređaja za namotavanje, a drugi - popraviti vodilicu. Potrebno je da se svitci ravnomjerno i ravnomjerno uklapaju.
Uzimajući u obzir upute za korak po korak kako naviti transformatortreba obratiti pozornost na naknadne operacije. Nakon polaganja okvir vodiča mora biti izoliran. Kroz njegovo otvaranje potrebno je proći kraj žice iz kruga. Fiksiranje će biti privremeno.
Iskusni amateri preporučuju prvi trening prije navijanja. Kada se ispostavi da glatko nametnete zavojnice, možete doći na posao. Kut napetosti i žice moraju biti konstantni. Svaki sljedeći sloj nije potreban za vjetar. U suprotnom, vodič može skliznuti s mjesta predviđenog za to.
U procesu okretanja okretanja morate postaviti brojač na nulu. Ako nije, morate glasno izgovoriti broj zavoja žice. U isto vrijeme potrebno je što više se koncentrirati kako ne bi izgubili rezultat.
Izolacija će morati pritisnuti prsten od meke gume ili ljepila. Svaki sljedeći sloj bit će 1-2 okretaja manje od prethodnog.
Postupak povezivanja
s obzirom na kako naviti transformator, potrebno je proučiti proces spajanja žica. Ako se namot napušta tijekom namatanja, potrebno je provesti postupak lemljenja. Ovaj postupak se također može zahtijevati ako je prvotno predviđeno da se napravi kontura od nekoliko zasebnih komada žice. Spike se ponaša u skladu s debljinom žice.
Za žice debljine do 0,3 mm, potrebno je očistiti krajeve za 1,5 cm, a zatim ih jednostavno okretati i lemiti uz pomoć odgovarajućeg alata. Ako je jezgra debela (više od 0,3 mm), krajeve možete lemiti izravno. U ovom slučaju uvijanje nije potrebno.
Ako je žica vrlo tanka (manje od 0,2 mm), može se zavariti. Uvijene su bez postupka skidanja. Spoj se dovodi u plamen svjetla za upaljače ili žarulje. Na spoju bi se trebao pojaviti priliv metala. Spoj žica mora biti izoliran lakiranom tkaninom ili papirom.
test
Nakon proučavanja postupka kako naviti transformator, Trebalo bi razmotriti još nekoliko preporuka. Broj zavoja tankog vodiča može doseći nekoliko tisuća. U tom slučaju, bolje je koristiti posebnu opremu za brojanje. Namotaj je odozgo zaštićen papirom. Za deblji vodič nije potrebna vanjska zaštita.
Kako bi se procijenila pouzdanost izolacije, potrebno je naizmjence dotaknuti izlaz mrežnih krugova izlazom vodiča. Postupak provjere mora se provesti vrlo pažljivo. Treba isključiti mogućnost električnog udara.
Nakon što ste razmotrili upute korak po korak za namatanje transformatora, možete popraviti stari ili stvoriti novi uređaj. S jasnim slijedećim točkama moguće je stvoriti pouzdanu, trajnu jedinicu.
Prilikom izgradnje prijemnika, pojačala ili druge radio opreme, radioamater se mora nositi s radom na preradi starih ili izradi novog transformatora.
Radio amateri, koji po prvi put započinju takav rad, često ne zamišljaju dovoljno jasno kako da završe, koji materijal pokupiti i kako testirati proizvedeni transformator.
Informacije o tim pitanjima, izvučene iz časopisa i knjiga, obično su nedovoljne, a radioamater mora obaviti većinu posla, oslanjajući se na vlastitu pamet, ili pribjegavajući pomoći i savjetima iskusnijeg druga.
Uzimajući to u obzir, autor ove brošure pokušao je u sustavnom obliku dati potrebne upute za proizvodnju transformatora male snage i naučiti praktične tehnike za njihovo namatanje u kući ili u radio krugu.
Uređaji za namatanje
U tvornicama za masovnu serijsku ili kontinuiranu proizvodnju, transformatori se obično navijaju na specijalne, često automatizirane strojeve. Šunke je, naravno, teško oslanjati se na poseban stroj za namatanje, te stoga obično transformiraju transformatore izravno iz ruke ili pomoću jednostavnih uređaja za namatanje.
Razmotrite kako možete izraditi jednostavne alate za navijanje pomoću običnih materijala pomoću uobičajenih alata.
Najjednostavniji takav uređaj prikazan je na Sl. 1. Sastoji se od dva regala 1 (ili metalnog nosača) pričvršćenog na ploču 2, i osi 3 debele metalne šipke (promjera 8-10 mm), koja se provlači kroz rupe u policama i savijena na jednom kraju u obliku drške.
Za namatanje žice na gotov okvir 4 izrađuje se drveni blok 5, koji je nešto manji od okvira okvira. U bloku se izbuši rupa za postavljanje na osovinu.
Okvir se postavlja na blok, koji se zatim postavlja na osovinu i tamo fiksira pomoću svornjaka 6. Da okvir ne bi visio i ne bi se pomaknuo iz podloge, između njih se mora umetnuti brtveni klin 7 iz tvrdog kartona ili tanke šperploče.
Da bi se izbjegla aksijalna igra pri namatanju, koja je vrlo važna za ravnomjerno slaganje zavojnica, potrebno je na slobodne dijelove osi između bloka i nosača cijevi 8, koje mogu biti izrađene od metalnog lišća, omotati oko osi 3.
Slika. 1. Najjednostavniji uređaj za namatanje. 1 - stalci; 2 - ploča; 3 - os; 4 - okvir zavojnice; 5 - blok; 6 - klinasti klin; 5 cijevi.

Slika. 2. Uređaj za namatanje iz bušilice. 1 - bušilica; 2- stupanj; 3 - štap; 4 - matice.
Za uklanjanje namotanog okvira uklonite zatik 6 i povucite osovinu 3.
Prikladniji i pouzdaniji uređaj za namatanje izrađen je od ručne bušilice / (Sl. 2), koja mora biti stegnuta u stezi 2 ili pričvršćena na stol tako da ništa ne ometa slobodno okretanje ručke bušilice. Metalna šipka 3 je učvršćena u steznu glavu, na koju je postavljen blok s okvirom.
Rod s promjerom od 4-6 mm je najbolje rezati, a zatim blok s okvirom može biti stegnut između dvije matice 4. U ovom slučaju, možete to učiniti bez bloka, stezanje okvira s dva obraza šperploča ili PCB s rupama u sredini.
Također je prikladno upotrijebiti spreman stroj za tekstilni kalem, namotač za premotavanje filma, telefonski induktor, itd., Kao uređaj za namatanje.
Namotaj je posebno prikladan za film (nakon male prerade), jer je napravljen čvrsto i ima mekani zazor. Njegova izmjena sastoji se u zamjeni kratkog valjka s bravom za kolute s filmom na dugoj osi s navojem i krilima za pričvršćivanje različitih trupova.
Ništa manje važno za operacije namatanja od samog stroja za namatanje je i uređaj za odmotavanje, na kojem se nosi svitak sa žicom ili okvir starog transformatora, čija se žica koristi za novi namot. Da bi se izolacija odmotala, izolacija se ne pokvari, a također i da nema udaraca (što je važno za uobičajeno polaganje zavoja), žica mora ići potpuno ravnomjerno.
Najjednostavniji uređaj za odmotavanje žice prikazan je na Sl. 3. Ovo je uobičajena metalna šipka 1, koja se provlači kroz rupe u drvenim stupovima 2, postavljena na ploču 3.
Proizvodnja drvenih jastučića za okvir odmotavajućeg valjka 4 u ovom slučaju je opcionalna. Da ne bi pobijedili i ne skakali kada se odmotavate, cijev 5 možete izvaliti iz debelog kartona ili papira, proći šipkom kroz nju i umetnuti je u okvir prozora dovoljno čvrsto.
![]()
Slika. 3. Najjednostavniji uređaj za odmotavanje žica, 1 bar; 2 police; 3 - daska; 4 - svitak s žicom; 5 - cijev.

Slika. 4. Stroj za odmotavanje žica. 1 - zagrada; 2 - ploča; 3 vijka; 4 - klin; 5 - orašasti plodovi (janjci); 6 - obrazi.
Međutim, bolje je proizvesti posebnu napravu za odmotavanje prikazanu na Sl. 4. Iz trake od mekog čelika ili drugog prikladnog materijala za savijanje materijala 1, koji je pričvršćen na ploču 2 (ili stol).
U vertikalnim nosačima konzole se izrađuju rupe (promjera 5-6 mm) s rezanjem (navoj M-5 ili M-6), u koje se vijci 3 uvijaju u konus koji je naoštren s krajeva konusa. Metalna šipka promjera 5-6 mm izrezana je na cijelu dužinu ukosnice 4, od kojih su izbušene plitke rupe (3-4 mm).
Stožci i klinovi su opremljeni odgovarajućim maticama (poželjno ovcama) 5 i obrazima 6 za stezanje svitka ili okvira žicom.
Vrlo važno u procesu namotavanja je sposobnost točnog brojanja broja okreta. Jednostavna, ali potrebna posebna metoda pažnje je oralno brojanje svake revolucije (ili kroz jedan okret) ručke stroja. Ako navijanje mora sadržavati veliki broj zavoja, onda je prikladnije, nakon što izbroji stotinu okreta, napraviti znak na papiru (u obliku štapa), a zatim zbrojiti sve oznake.

Slika. 5. Zglob brojača okreće se uređajem za namatanje. i - pomoću fleksibilnog valjka; b - upotrebom zupčanika.
U stroju s prijenosom sa šest stupnjeva prijenosa, uvijek se uzima u obzir koeficijent prijenosa, koji se uvijek mora pamtiti.
Mnogo je bolje koristiti mehanički mjerač, koji se može prilagoditi kao brzinomjer bicikla ili mehanizam za brojanje s električnog brojila, vodomjera itd.
Zglob brojača sa strojem može se izvesti pomoću fleksibilnog valjka (komada gumene cijevi debelih stijenki) koji spaja os brojača s osi jata (slika 5a). U tom slučaju, svaki put kada instalirate novi okvir, morate isključiti zglobove osi, ukloniti fleksibilni valjak i nakon instalacije novog okvira ponovno ga staviti.
Praktičniji, ali i složeniji način artikulacije je da je brojač spojen na stroj pomoću para identičnih zupčanika (Sl. 5.6). S ovom metodom brojač je stalno povezan s uređajem.
Okvir transformatora
Okvir transformatora (ili prigušivač) potreban je za izoliranje namota iz jezgre i za održavanje namotaja, izolirajućih brtvi i provodnika redom. Stoga mora biti izrađen od dovoljno jakog izolacijskog materijala. Međutim, ona mora biti izrađena od dovoljno tankog materijala da ne bi zauzimala mnogo prostora u prozoru jezgre.
Tipično, materijal za okvir je debeli karton (presspan), vlakno, tekstolit, getinax, itd. Ovisno o veličini transformatora ili prigušnice, debljina lima za okvir se uzima od 0,5 do 2,0 mm.
Za lijepljenje kartonskog okvira, možete koristiti uredsko ljepilo ili običan stolarski ljepilo. Najbolje ljepilo s dobrom otpornošću na vlagu treba smatrati nitro-ljepilom (emajl, valjani ovas). Getinaksovye ili textolite okviri se obično ne lijepe zajedno, te će se "zaključati".

Slika. 6. Proporcionalnost okvira i jezgrenih ploča. i - za demontažne ploče; b - za ploče s reznim presjekom.
S obzirom na veličinu jezgre, određuju se oblik i dimenzije okvira, nakon čega se izvlače detalji i zatim se režu. Ako se koriste transformatorske ploče s izrezom srednje jezgre, tada je visina okvira napravljena nekoliko milimetara manje od visine prozora, tako da možete jednostavno umetnuti jezgrene ploče.
Da bi se izbjegle pogreške, dimenzije jezgrenih ploča treba pažljivo izmjeriti (ako su nepoznate) i skicu na papiru treba nacrtati s dimenzijama pojedinih dijelova okvira. Posebno je važna koordinacija pojedinih dijelova okvira prilikom sastavljanja "u bravi". Omjeri dimenzija okvira i jezgrenih ploča za različite tipove ploča dani su na Sl. 6.

Slika. 7. Uzorak i lijepljenje okvira za transformator.
Uobičajeni okvir za transformator može se napraviti ovako. Prvo se izrežu obrazi okvira i izreže rukavac s manžetama na krajnjim stranama prema Sl. 7. Nakon što ste napravili rez na točkama savijanja, uzorak se uvalja u kutiju, a strana 1 zalijepljena na stranu 5. Nakon toga, oba obraza se stavljaju na rukav.
Zatim morate saviti lisice za manšete i, šireći obraze na rubovima košuljice, zalijepiti lisice za vanjske ravnine obraza. U kutovima na vanjskoj strani obraza možete zalijepiti dijelove istog kartona iz kojeg je izrađen rukav okvira. Ako je ljepilo dovoljno čvrsto i pouzdano, onda se rukav može izraditi bez preklopa, lijepeći obraze izravno na rubove rukava.
![]()
Slika. 8. Detalji modularnog okvira za transformator. a je širina jezgre ploče, plus razmak, plus debljina materijala dijelova 3; b je debljina skupa jezgrenih ploča plus debljina dijelova 2; u debljini materijala.
Teže je izraditi montažni okvir, ali ima veliku čvrstoću i ne zahtijeva lijepljenje. Detalji predgotovljenog okvira prikazani su na Sl. 8.
Izrađuju se na sljedeći način. Dimenzije od skice označavanjem prenose se na list materijala (PCB, getinak, vlakno). Ako materijal nije predebeo, dijelovi se režu škarama.
Zatim je kroz njih ugledala ploču. U obrazima 1, nakon što su u njima bušili nekoliko rupa, izrezani su prozori.

Slika. 9. Montirajte okvir za zavojnice transformatora u bravu.
Nakon toga, raširivanjem dijelova na stolu, podešavaju se stranice 2 i 3 rukava tako da se tijekom montaže okvira svi rezovi i izbočine "brave" uklapaju zajedno. Kada se obilježavaju i izrađuju dijelovi 2, jedan od njih može imati "zaključavajući" dio mnogo veće veličine (obrisi su prikazani točkastom linijom na SL.
8) za postavljanje kontakata ili latica na njega za lemljenje svitaka za navijanje. Kako se ne bi zbunili dijelovi, oni bi trebali biti numerirani prije sklapanja. Redoslijed okvira je jasan sa SL. 9.
Odmah nakon što su obrazi napravljeni, bolje je unaprijed probušiti rupe u rupama "u rezervoar". Prilikom sastavljanja okvira ili lijepljenja obraza, potrebno je razmotriti koja strana transformatora (ili oboje) i koja strana obraza će donositi zaključke kako bi ispravno postavili stranice obraza koje imaju rupe za vodove.
Potrebno je obratiti pozornost na činjenicu da stranice obraza s rupama u slučaju kvadratnog dijela jezgre nisu zatvorene jezgrenim pločama.
Spremni lijepljeni ili sklopljeni okvir mora biti pripremljen za navijanje, koji bi trebao biti datoteka oko kutova rukava i obraza, te također ukloniti neravnine. Korisno je (ali nije potrebno) podmazati ili namakati okvir šelakom, bakelitom itd.
Izolacijski jastučići
U nekim slučajevima između susjednih redova namota transformatora formira se veliki napon, a onda je izolacijska čvrstoća same žice nedovoljna. U takvim slučajevima, između redova zavoja, morate staviti izolacijske pločice od tankog debelog papira, paus papira, kabela, kondenzatora ili papirnatog papira. Papir bi trebao biti glatka i ne bi trebalo biti vidljivih pora i pukotina kada se gleda svjetlo.
Izolacija između namotaja u transformatoru trebala bi biti još bolja nego između redova zavoja, i što je veći napon veći. Najbolja izolacija je lakirana tkanina, ali osim toga, također je potreban i debeli kabel ili papir za omatanje, koji su također postavljeni za poravnavanje površine radi lakšeg namotavanja na vrhu sljedećeg namota. Jedan sloj lakiranog platna uvijek je poželjan, ali ga se može zamijeniti s dva ili tri sloja papira ili kabela.
Mjerenje udaljenosti između obraza gotovog okvira, možete nastaviti s pripremom izolacijskih traka papira. Tako da ekstremni namoti navoja ne padnu između rubova traka i obraza, papir se reže na nešto šire trake od udaljenosti između obraza okvira, a rubovi se škarama isječu za 1,5 - 2 mm ili jednostavno saviju.
Pri namatanju, nazubljenim ili zakrivljenim trakama zatvorite ekstremne zavoje namota. Duljina traka treba osigurati preklapanje perimetra namota s preklapajućim krajevima od 2-4 cm.
Za izolaciju vodova, mjesta pakiranja i slavina namota koriste se komadići bunčastih ili klorvinilskih cijevi i komadi lakiranog platna.
Za zatezanje i pričvršćivanje početka i kraja namotaja (filament i vikend) pripremite komade (10-15 cm) trake za držanje ili trake izrezane od lakiranog platna i presavijte za čvrstoću tri puta i četiri puta.
Ako se vanjski niz namota približi jezgri, tada se pravokutne ploče izrezuju iz tankog pločastog PCB-a ili kartona, koje se umeću između namota i jezgre nakon sastavljanja transformatora.
Namotajne i olovne žice
Namotaj transformatora s kojim se radioamater mora baviti najčešće se izvodi žicom s izolacijom cakline od PE ili PEL marke.
U energetskim transformatorima, samo PE žica se koristi za mrežne i pojačane namote, a ista žica ili, za veliki promjer (1,5-2,5 mm), žica s dvostrukom izolacijom papira marke PBB se koristi za namotaje svjetiljki.
Vodovi krajeva i zavoja iz namota izrađenih tankom žicom izrađeni su žicom nešto većeg poprečnog presjeka od žice namota. Za njih je bolje uzeti fleksibilnu upletenu žicu s elastičnom izolacijom (na primjer, vinil klorid ili gumu). Ako je moguće, preporučljivo je uzeti žice s različitim bojama kako biste lako prepoznali bilo koji njihov izlaz.
Igle izvučene iz debele žice mogu se izvesti istom žicom. Na krajevima ili zavojima ovih namotaja stavite komade tankoslojnih izolacijskih cijevi. Olovni vodiči moraju biti takve dužine da se mogu slobodno pričvrstiti na elemente kruga ili na spojnu traku (češalj).
navijanje
Zavojnica sa žicom namijenjenom za sljedeći namotaj je pričvršćena između uklonjivih obraza svornjaka s navojem uređaja za odmotavanje. U konusima ovog uređaja ugrađena je ukosnica sa svitkom (Sl. 4).
Ovisno o promjeru žice, reguliraju se tlak konusa i stupanj kočenja odmotavajućeg valjka. Zavojnica mora biti učvršćena tako da se ne odmotava kada se odmotava, jer od nje ovisi uspjeh i lakoća postavljanja žice na zavoj. Uređaj za odmotavanje nalazi se ispred stroja za namatanje ne bliže od 1 m (dalje - bolje).
Pripremljeni okvir transformatora učvršćen je između dva lica labavo pričvršćena na klin.

Slika. 10. Položaj elemenata namotaja transformatora i ruke namotaja.
Zatim se štap umetne u steznu glavu ili učvrsti na osovinu stroja za namatanje. Kostur, kao i svitak sa žicom, moraju biti dobro centrirani tako da se ravnomjerno okreće i ne udara. Stezne četke moraju biti postavljene tako da ne zatvaraju rupe za zaključke u okviru.
Svitak sa žicom na uređaju za odmotavanje i stroj za namatanje na stolu treba biti postavljen kako je prikazano na Sl. 10. Žica treba ići na vrh zavojnice na vrh okvira transformatora.
Stroj ili bušilica smješteni su iznad stola na takvoj visini da postoji udaljenost od 15-20 cm između osi stroja i ravnine stola, tada se kod navijanja lijeva ruka može slobodno postaviti na stol bez ometanja rotacije stroja s okvirom.
Prije nego što nastavite s namotom, potrebno je pripremiti izolacijske jastuke, žičane vodove, izolacijsku cijev za vodove, list papira i olovku za označavanje prilikom brojanja zavoja, ako nema brojača, škare za obrezivanje traka, komad finog šmirgl papira za izolaciju i grijani lemilica za lemljenje zaključaka. Sam mora slobodno sjesti na stol (radni stol) i vježbati u interakciji ruku.
Desna ruka treba okretati stroj za namatanje tako da žica leži na vrhu okvira, a lijeva ruka drži i povlači žicu, usmjeravajući njezin pokret tako da leži ravnomjerno okrenuti na skretanje (za to, morate staviti lijevu ruku na stol ispod osovine stroja ili uređajima, protežući ih što je više moguće naprijed). Što su dalje od okvira za usmjeravanje žice, točnija je i lakša žica.

Slika. 11. Zaptivanje žica kabela namota transformatora. a-uobičajeni završetak žičane žice; b - namotavanje u slučaju konvencionalnog brtvljenja; in - priprema olovne žice sa širokom brtvom; g - namatanje za vrijeme brtvljenja žice širokom trakom; d - brtvljenje posljednjeg izlaza namota; e - priprema vodljive žice.
Okvir ovjeren i učvršćen na stroju ili bušilici omotan je tankom papirnom trakom. Da biste zadržali traku, ona se može lagano zalijepiti.
Vodič ili kraj žice za namatanje može se fiksirati na dva načina.
Ako je žica tanka, izlaz se izvodi s drugom, fleksibilnom žicom. Takav zaključak trebao bi biti dovoljno dugačak da bi ga, prolazeći kroz rupu u okviru, mogao omotati (u jednom okretu) ljusku okvira.
Odušeni kraj žice za navijanje zalemljen je do vrha izlaznog vodiča, prethodno očišćen i pokošen za 2-3 mm, a nakon što je izoliran prostor šiljatog komada s dvostrukim presavijenim komadom papira ili lakiranom krpom, počinje namotavanje (sl. 11a). Izolacijska podloga se pritisne prilikom namatanja s naknadnim skretanjima (Sl. 11.6).
Zatik koji se uvuče u otvor na okviru mora biti lagano rastavljen oko osi (svornjaka) stroja za namatanje ili privezan na njega, tako da se s daljnjim namotom neće izvući iz okvira. Za veću pouzdanost, vodovi se mogu vezati za rukavac s nekoliko zavoja jakog navoja.
Drugi način je da se žičana žica nakon prolaska kroz rupe u okviru obraza zahvati trakom od papira sa žicom, čiji je rub savijen ispod žice (Sl. 11, c). Tada se traka, koja bi trebala imati širinu okvira, omota oko rukava i pritisne žicu za olovu.
Ispod trake u isto vrijeme (na kraju olova žice) morate staviti izolacijski “sloj, koji tada pokriva mjesto šiljaka žice olova i koluta.
Na izbočenu stranu polaganja pokositrene žice, koja se nalazi na drugom obrazu okvira, lemljeni vrh žice za namatanje lemiti i proizvesti namot. U tom slučaju, izolacijska ploča će biti pritisnuta prvim zavojima namotaja, a kraj olovom namotima prvog reda (slika 11, d).
Navijanje se najprije mora raditi polako, podešavajući ruku tako da žica odlazi i spušta zavojnicu na svitak s određenom napetošću. U procesu namatanja ovog reda, lijevu ruku treba pomicati ravnomjerno nakon polaganja zavoja, pokušavajući održati kut napetosti. Dakle, sljedeći okreti prvog reda pritiskaju prethodne.
Svaki red bi trebao biti 2-3 mm da ne bi navio do okvira obraza, kako bi se spriječilo njihovo urušavanje zavojnicama duž obraza. To je posebno važno kod namotavanja namotaja visokog napona (na primjer, podizanja snage ili anodnog u izlaznim transformatorima).
Prije pokretanja namota (kada je prvi izlaz napunjen i zalemljen), brojač okretaja mora biti nuliran ili njegova očitanja zabilježena. U nedostatku brojača, okreti se broje tiho ili glasno, sa svakih stotinu okretaja označenih na papiru štapom.
Nakon namatanja svakog reda, žica mora biti napeta tako da se pri nanošenju trake za papir namotani dio namota ne otvori. Da biste to učinili, žicu možete pritisnuti na okvir obraza isječkom za posteljinu. Brtva mora pokrivati cijeli niz namotaja. Lijepljena je ili privremeno (sve dok se ne drži zaokretima sljedećeg reda) pritisne se uz namot sa gumenim prstenom, koji može biti izrađen od tanke elastične vrpce.
Posljednji navojni klin može se izvesti jednako kao i prvi. Prije namotavanja posljednjeg kompletnog ili nepotpunog retka, ovaj vodič zajedno s papirnatom brtvom (Sl. 11, c) mora biti postavljen na okvir i omotati okvir trakom brtve, a provodnik gurnuti na mjesto gumenim prstenom.
Nakon namotavanja posljednjeg reda, namotajuća žica se odrezuje i nakon skidanja zalemi na pokositreni vrh vodiča (slika 11e). Ako kraj olova mora izaći iz obraza, blizu kojeg završava posljednji red namotaja, prazni završni komad se izrađuje u obliku petlje (sl. 11, e), koja se postavlja na okvir na isti način kao i konvencionalni olovni vodič.
Pomaci s dijela namotajućih zavojnica namotanih ne previše tankom žicom (od 0,3 mm i više) mogu se izvesti u obliku petlje s istom žicom (bez rezanja), kao što je prikazano na Sl. 12, a. U tom slučaju, petlja se prolazi kroz rupu dvostruko presavijene trake papira, koja se zateže nakon što se naknadno okreće na namotaj (sl. 12.6).
To možete učiniti bez trake za papir, ako stavite izolacijsku cijev na izlaz u obliku petlje. Odstupanja od namota izvedena tankom žicom (manje od 0,3 mm) obično su napravljena od fleksibilnog vodiča koji je zalemljen na žicu, kao što je prikazano na Sl. 12, c.
Slika. 12. Savijanja namota transformatora, metode pričvršćivanja. a - povratna petlja; b - zaključavanje povratne petlje; - uklanjanje iz zasebne žice.

Slika. 13. Pričvrstite krajeve namota transformatora iz debele žice. i - pričvršćivanje prvog zaključka namota; b - pričvršćivanje posljednjeg izlaza namota; u - učvršćivanje dva zaključka bilateralnog stezanja.
Početak i kraj namota iz debele žice izvlače se izravno (bez odvojenih žica) kroz rupe na obrazima okvira. Potrebno je samo staviti fleksibilne izolacijske cijevi na krajeve koji izlaze iz okvira. Pričvršćivanje krajeva namota vrši se uskom trakom od pamuka.
Traka je presavijena na pola, tvoreći petlju u koju je prošao prvi kraj žice. Zatim, držeći traku rukom i namotavajući je na 6-8 zavoja, zategnite petlju (Sl. 13a). Drugi kraj terminala namotaja je također fiksiran.
U tom slučaju, ne 6-8 posljednjih okreta, oni stavljaju petlju traku na okvir, vjetar posljednja okreta, koji pritisnite ovu traku na okvir, i, prolazeći kraj namotaja u petlju, zategnite petlju (Slika 13.6).
Ako debeli namotaj žice sadrži mali broj zavoja (ne više od 10), krajevi žice mogu se pričvrstiti trakom pomoću dvostranog pritezanja, kao što je prikazano na Sl. 13, c.
U višeslojnim namotima debele žice preporučuje se papirna traka nakon svakog retka. Ako okvir nije osobito izdržljiv, onda svaki sljedeći red treba napraviti jedan ili dva okretaja manje, a praznine između namota i obraza okvira trebaju biti ispunjene konopcem ili konopcem. To je važno kada na vrhu postoje i drugi namoti.
Kada se žica razbije tijekom namotavanja ili kada je namotaj načinjen od pojedinačnih komada žice, krajevi žica su spojeni na sljedeći način. Kod žica malog promjera (do 0,3 mm) krajevi su 10–15 mm očišćeni brusnim papirom, pažljivo uvijeni i zalemljeni. Spoj žica se zatim izolira komadom papira ili lakirane tkanine.
Krajevi debljih žica obično su zalemljeni bez uvijanja. Tanke žice (0,1 mm i manje) mogu se zavariti zakretanjem krajeva za 10-15 mm (bez skidanja izolacije), a zatim ih staviti u plamen žarulje, plina ili nekoliko šibica. Spajanje žica u ovom slučaju smatra se pouzdanim ako se na kraju uvrtanja formira mala kuglica.
Navijajući se iz tanke žice s nekoliko okreta od nekoliko tisuća, ne možete naviti svitak na svitak, već "u rasutom stanju". Međutim, zavojnice treba postaviti ravnomjerno, tako da namotaj nema gumbe i propadanja. Nakon otprilike svakog milimetra debljine takvog namota, potrebno je napraviti papirnate jastučiće.
Za balansiranje dvaju namota ili polovica namota, često se koriste okviri, koji se u sredini dijele po obrazu. Prvo, jedna polovica namota je namotana, a zatim je okvir okrenut za 180 stupnjeva, a druga polovica namotana.
Budući da će zavojnice svake polovice namota biti namotane u različitim smjerovima, uz uzastopno uključivanje polovica, njihovi početci ili krajevi moraju biti spojeni. Zaključci iz namota u ovom slučaju je prikladnije raditi s suprotnih strana okvira.
Namoti transformatora ili prigušnice mogu se izvesti bez okvira. Navijanje je u osnovi isto kao kod okvira, ali brtve između namota (ili redova) su vrlo široke (tri puta šire od namota).
Na kraju navoja svakog dijela, izbočeni rubovi brtve se režu na uglovima škarama ili sigurnosnom oštricom britve i, savijajući ih, zatvaraju dio za ranu (Sl. 14). Krajnje strane namotaja rane moraju se kasnije natočiti katranom (od suhih ćelija i baterija).

Slika. 14. Nenamjenski namotaj zavojnice transformatora.
Izvana, ako je gornji red zavoja zadnjeg namota namotan debelom žicom i napravljen je vrlo pažljivo, zavojnica se ne može omotati. Ako je gornji namot izveden od tanke žice, a nije namotan naokolo, zavojnica treba biti omotana papirom ili umjetnom kožom.
Da bi se ugradnja transformatora mogla lako razumjeti nalaze i grane, poželjno je koristiti višebojne žice. Na primjer, pinovi namotaja transformatora trebaju biti žuti, početak i kraj namotaja birača trebali bi biti crveni, a voditi od sredine potisnog namotaja i žice iz zaslona bi trebali biti crni itd.
Možete, naravno, koristiti monokromne izlazne vodiče, ali onda morate nositi kartonsku oznaku s odgovarajućom oznakom za svaki izlaz.
Sklop jezgre i pin-a
Nakon namatanja transformatora, prijeđite na sklop njegove jezgre. Ako su vodovi namota izrađeni na jednoj strani obraznog okvira, onda se on stavlja na stol s priključcima dolje.
Ako su zaključci napravljeni na obje strane obraza, tada kostur mora biti postavljen tako da je dno najveći broj zaključaka i najdeblji; Gornje stezaljke se moraju nekoliko puta sklopiti i privremeno ih vezati na namotaj tako da ne ometaju sastavljanje jezgre (slika 15a). To je posebno važno u obliku jezgrenih ploča s rezom na srednjoj jezgri.
Jezgrene ploče energetskog transformatora sastavljene su bez razmaka u ploču (naizmjenično lijevo, zatim desno), kao što je prikazano na Sl. 15, b. Jezgre izlaznih transformatora ili filtarskih prigušnica često se sklapaju s zračnim razmakom, umetanjem ploča samo na jednu stranu (Sl. 15c).
Da bi se zadržala ta praznina nepromijenjena, traka od papira ili kartona umetnuta je u spoj između ploča i obloge jezgre. Kod ploča s usjekom na srednjoj jezgri, debljina razmaka određena je debljinom usjeka.

Slika. 15. Sastavljanje jezgre transformatora. i - priprema okvira s namotima za punjenje svojim pločama; 6 - sastavljanje jezgrenih ploča u "preklapanje", c - spajanje jezgrenih ploča u spoj s razmakom, d - sastavljanje jezgre s ploča s prodiranjem srednje jezgre.
Ako okvir nije jako jak, onda ga je potrebno vrlo pažljivo napuniti pločama (posebno na kraju sklopa), jer u protivnom možete izrezati rukav s oštrim rubom srednje jezgre i oštetiti namot. Da bi se to spriječilo, preporučljivo je umetnuti i saviti zaštitnu traku od mekog čelika u okvir prozora (Sl. 15, b).
Prilikom sastavljanja jezgre ploča s izrezom srednje jezgre treba koristiti pomoćnu ploču za vođenje (sl. 15, d), rezanje, na primjer, s jedne ploče jezgre.
Okvir okvira je ispunjen s što više ploča. Ako je transformator bio rastavljen i premotan, tada je s novom montažom potrebno koristiti sve prethodno uklonjene ploče. U procesu montaže jezgru treba pritisnuti nekoliko puta, umetnuti ravnalo ili šipku u okvir prozora.
Posljednje ploče, ako su zategnute, mogu se urezati, lako ih se pogoditi kroz drvenu oblogu. Nakon toga, okretanjem transformatora s različitim stranama i stavljanjem na ravnu površinu, potrebno je jezgru obrezati laganim udarcima čekića kroz drvenu oblogu.
Jezgra, nakon sastavljanja, treba dobro zategnuti. Ako se na pločama nalaze rupe, one se vijcima pričvršćuju preko lamela ili kvadrata (slika 16, a i b).
Uz to, moguće je ugraditi štit s laticama za lemljenje krajeva svitaka.
Jezgra male veličine, sastavljena od ploča bez rupa, može se povući zajedno s jednim zajedničkim nosačem, izrezanim iz ne-debelog blageg čelika (Sl. 16, c).
Vrlo je prikladno montirati transformator i koristiti njegovo kućište za korištenje kućišta na kojem će se instalirati transformator. U šasiji izrežite prozor za prolaz donjeg dijela zavojnice s provodnicima, postavite transformator i zategnite jezgru s vijcima kroz zajednički okvir iznad glave (slika 16, d).
Istodobno, krajevi elektrode spojeni su s odgovarajućim dijelovima kruga, bilo izravno ili kroz štit instaliran na šasiji s kontaktnim režnjevima.
![]()
Slika. 16. Montaža transformatora. a i 6 su transformatori s kontaktnim štitovima, stegnuti vijcima pomoću traka i kvadrata; u - transformator, stezni nosač (spona); G - transformator, zategnuti vijci između šipke i šasije.
Najjednostavniji testovi
Transformator, nakon navijanja i montaže, mora biti ispitan. Energetski transformatori se ispituju spajanjem primarnog (mrežnog) namota na mrežu.
Da bismo provjerili odsutnost kratkih spojeva u namotima transformatora, preporučujemo sljedeću jednostavnu metodu. Električna lampa L (slika 17), projektirana za odgovarajući mrežni napon, uključuje se serijski s primarnim namotom / transformatora koji se ispituje.
Za transformatore snage od 50-100 vata, oni uzimaju svjetiljku od 15-25 vata, a za transformatore 200-300 vata - svjetiljku od 50 do 75 vata. Kada je transformator u dobrom stanju, svjetiljka bi trebala biti oko četvrtine žarulje.
Ako u isto vrijeme skratite bilo koji od namotaja transformatora, žarulja će zapaliti gotovo punu toplinu. Na taj se način provjerava cjelovitost namota, ispravnost zaključaka i odsutnost kratkih spojeva u transformatoru.
Nakon toga, pazeći na to da pinovi namotaja nisu zatvoreni, primarni namot transformatora treba uključiti za jedan ili dva sata izravno u mrežu (zatvoren prekidačem Vk žarulje L). U ovom trenutku, možete izmjeriti napon na svim namotima transformatora pomoću voltmetra i provjeriti odgovaraju li njihove vrijednosti izračunatim.

Slika. 17. Shema za ispitivanje namota transformatora.
Osim toga, potrebno je provjeriti pouzdanost izolacije između pojedinačnih namotaja transformatora. Da bi se to postiglo, jedan od izlaznih krajeva navojnog namotaja II mora naizmjence dodirnuti svaki od zaključaka namota mreže 1.
U tom slučaju, napon pojačavajućeg namotaja zajedno s naponom namotaja snage će djelovati na izolaciju između ovih namota.
Na isti način, dodirivanjem kraja provodnog namotaja II na krajeve olova drugih namotaja, također se ispituje izolacija tih namotaja. Odsutnost iskre ili slaba iskrivljenost (zbog kapacitivnosti između namota) u isto vrijeme pokazuje dostatnost izolacije između namota transformatora.
Transformator treba pažljivo ispitati, pazeći da ne padne ispod visokog napona pojačavajućeg namotaja.
Na isti način se ispituju i drugi tipovi transformatora (izlaz, itd.) S namotima dovoljno velikog broja zavoja. Mjerenjem napona na namotima transformatora može se odrediti omjer transformacije.
Kako bi se osiguralo da test rezultira uporabljivošću proizvedenog transformatora, potonji se može smatrati spremnim za ugradnju i instalaciju.
Referentne tablice
Tablica 1. Značajke bakrenih emajliranih žica PEL i PSHO.


Tablica 2. Broj zavoja po centimetru duljine kontinuiranog namota.

Tablica 3. Podaci izlaznih transformatora od nekih radio prijemnika.

Vjetar transformatora vlastitim rukama je proces koji nije toliko kompliciran kao dugačak koji zahtijeva konstantnu koncentraciju pažnje.
Oni koji se po prvi put upuste u taj posao, teško je shvatiti koji materijal koristiti i kako provjeriti gotov uređaj. Upute koje su navedene korak po korak dat će početnicima sve odgovore.
Prije izravnog navijanja potrebno je osigurati sve uređaje i alate potrebne za posao:
Vrste i metode, smjerovi namotaja namota transformatora prikazani su na fotografiji:
Izolacijski slojevi
U nekim slučajevima potrebno je umetnuti izolacijske trake između žica. Najčešće u tu svrhu koriste kondenzatorski ili kabelski papir.
Sredinu susjednih namotaja transformatora treba jače izolirati. Izolirati i izravnati površinu ispod sljedećeg sloja namota potrebna je posebna tkaninaomotati papir s obje strane. Ako se lakirana tkanina ne pronađe, problem se može riješiti uz pomoć istog papira koji je složen u nekoliko slojeva.
Trake za papir za izolaciju trebaju biti 2-4 mm šire od namota.
Za provjeru, prije svega, potrebno je odrediti nalaze svih njegovih namota. Korisni savjeti o tome kako provjeriti transformator pomoću multimetra za performanse, pročitajte sljedeći članak.
Algoritam djelovanja
- Žica s zavojnicom se učvrsti u namotu uređaja, a okvir transformatora je u uređaju za namatanje. Rotacije čine meke, umjerene, bez prekida.
- Odvojite od zavojnice na okvir.
- Ostavite između stola i žice najmanje 20 cmtako da možete staviti ruku na stol i popraviti žicu. Također na stolu trebaju biti svi povezani materijali: šmirgl papir, škare, izolacijski papir, alati za lemljenje, olovka ili olovka.
- Jednom rukom lagano zakrenite namotač i osigurajte žicu drugom. Neophodno je da žica glatko leži, skrenuti na skretanje.
- transformator izolirajte okviri provesti provodni kraj žice kroz otvor okvira i na trenutak ga učvrstiti na osi uređaja za namatanje.
- Navijanje bi trebalo početi bez žurbe: potrebno je “dobiti ruku” kako bi se okretali jedan do drugoga.
- Morate biti sigurni da su kut žice i napetost konstantni. Nije potrebno svaki sljedeći sloj tresti "nasuprot zaustavljanja", jer se žice mogu povući i pasti u okvir "obraza".
- Uređaj za brojanje (ako postoji) je postavljen na nulu ili pažljivo pročitajte zavojeusmeno.
- Zalijepite ili izolirajte izolacijski materijal mekim gumenim prstenom.
- Svaki sljedeći zavoj od 1-2 okretaja čini tanjim od prethodnog.
O namotavanju zavojnica transformatora vlastitim rukama pogledajte videoisječak:
Spajanje na žicu
Ako se tijekom namotavanja dogodi prekid:
- tanke žice (tanji od 0,1 mm) uvijanje i kuhanje;
- srednji krajevi žice (manje od 0,3 mm) treba ukloniti iz izolacijskog materijala za 1-1,5 cm, uvrtanje i lemljenje;
- debeli krajevi žice (deblji od 0,3 mm) treba malo čistiti i lemiti bez uvrtanja;
- izolirati mjesto zavarivanja (zavarivanja).
Važne točke
Ako se za navijanje koristi tanka žica, broj skretanja treba premašiti nekoliko tisuća, Gornji namot mora biti zaštićen izolacijskim papirom ili umjetnom kožom.
Ako je transformator omotan debelom žicom, tada vanjska zaštita nije potrebna.
test
Nakon završetka namatanja potrebno je testirati transformator u akcijiDa biste to učinili, spojite njegov primarni namot na mrežu.
Za provjeru uređaja za pojavu kratkih spojeva, morate spojiti primarni namot i svjetiljku na napajanje u seriji.
Pouzdanost izolacije provjeravati naizmjeničnim dodirom izlazni kraj žice svakog izlaznog kraja strujnog namota.
Testiranje transformatora treba biti vrlo pažljivo i pažljivo, kako ne bi padalo pod napon stepenastog namota.
Ako je strogo slijedite predložene upute i nemojte zanemariti nijednu stavkuzatim navijanje transformatora ručno neće biti teško, pa čak i početnik može to podnijeti.
Ovaj članak ne tvrdi da je bestseler znanstveno popularne literature, već vodič za početnike. Članak opisuje sam proces namatanja, a ne njegov izračun.
Prije ili kasnije, u praksi svakog radioamatera, postavlja se pitanje kako pokrenuti ovaj ili onaj uređaj. Najjača snaga ULF-a je 2 * 100 ili 2 * 200. Dakle, najbolja opcija je "bagel" za 150 W ukupne snage, u prvom slučaju, ovaj je potreban za 2 kanala, u drugom par za dual mono. Toroidalni transformator ima najbolji omjer veličine i snage, visoku učinkovitost, kao i minimalne smetnje. To je razlog zašto ih audiofili toliko vole. Razmotrite detaljnije postupak namatanja ovog tipa transformatora.
Glavna stvar koja bi trebala znati i najvažnije razumjeti osobu koja namotava transformator:
- duljina žice (broj zavoja) je napon;
- presjek vodiča je struja koja se može napuniti;
- ako je broj zavoja u primarnom krugu mali, onda je to dodatno zagrijavanje žice;
- ako je ukupna snaga nedovoljna (troši više moguće), opet je toplo;
- pregrijavanje transformatora dovodi do smanjenja pouzdanosti.
Dakle, ono što je potrebno za navijanje:
- Transformatorsko željezo u obliku torusa (u daljnjem tekstu ću napisati gdje stići);
- Lakiranje (žica za namatanje potrebna za transformator);
- Maskirna traka (papir);
- PVA ljepilo;
- Tkanina ili kiperka;
- Komadi žice u izolaciji;
- I zadnje ali ne manje važno, želja.
TRANSFORMATOR ŽELJEZO
Razgovarajte o tome kako izračunati snagu željeza, neću za to već imati puno članaka ... Izračun snage je težak iz praktične točke gledišta, budući da nije poznata kvaliteta čelika, kvaliteta njegove proizvodnje. Prema tome, dvije jezgre s istom ukupnom masom imaju različite parametre. Uzmimo primjer navijanja jezgre na već "potrošenu" jezgru. Jedna od najlakše dostupnih jezgri, čija je kvaliteta vrijedna pažnje. Je srž sovjetskog stabilizatora "Ukrajina-2" (CH-315). U jednom trenutku su izgubili puno njih, a na tržištu možete dobiti takav uređaj za 20 UAH ... Mi smo zainteresirani za torus. Ovaj bagel je namotan aluminijskim lakom, nemilosrdno ga namotamo (ili malo), trebamo jezgru (pažljivo kako ne bi oštetili jezgru). Aluminijska žica može se koristiti u druge svrhe (uvijene metle ili žice), ili kao što se u mom slučaju topi u druge svrhe (radijator). Nakon navijanja dobiva se lijepa jezgra dimenzija 96-54-32 mm, vanjski, unutarnji promjer i visina. U nastavku je primjer takve jezgre (Slika 1 ). Ukupna snaga takve jezgre je najmanje 120 W (testirana u praksi).

Prije namatanja potrebno je pripremiti glačalo za namotavanje. Ako pogledate u kutove transformatora, a zatim vidite da su pod kutom od 90 stupnjeva, žica će biti savijena u tim točkama i lak će biti odlijepljen tako da ne bi bilo potrebno rezati kutove s datotekom kako bi ih što više zaokružili (razumijem da trebate lijeno). Minimalni radijus kruga je 3 mm. Slika 1 pokazuje da su uglovi već obrađeni, a torus spreman za namatanje. Mali trik, prilikom obrade uglova pomoću datoteke, potrebno je izbjegavati lizanje čelika, tako da slojevi između njih ostaju neotvoreni! Da biste to učinili, napravite pomicanje datoteke duž smjera trake transformatora. Nakon obrade preporučujem da pogledate kutove zatvaranja slojeva i da ih izmijenite malom datotekom.
Da bi se jezgra izoliralo od namota, potrebno je izolirati je sa FABRIC trakom (ili čuvarka impregnirana parafinskim voskom). Bolje je upotrijebiti električnu traku širine od oko 25 mm (Sl. 2), tada će biti maksimalni metalni premaz u jednom sloju, što štedi prostor u prozoru. Ne zatvaramo kraj namota (čitaj dalje).

Nakon tih operacija, jezgra je spremna za namatanje i prelazimo na sljedeći korak.
LAKOPROVOD
Nazvao sam izolaciju električnog vodiča od koje je načinjena od laka (na kulturnom namotu ili žici za namotavanje). To se događa kod različitih marki PEV, PEV-2, PET-155 i drugih. Preporučujem da koristite sew-2, bogatu narančastu boju. Također, žica je vrlo dobro prikazana kao vrlo tamna (PEL), boja trule trešnje, ima debeli izolacijski sloj koji mu omogućuje da se koristi za visokonaponske transformatore (više od 500V). Na primjer, žica šiva-2, promjera 1,6 mm, ima debljinu izolacije od oko 0,06-0,07 mm, a "crnu" 0,1-0,11 mm.
Izračun žičane sekcije je vrlo zanimljiv proces. Na ovoj temi na internetu postoji mnogo literature, a ja neću pisati o bilo kakvim kalkulacijama i suptilnostima (Google će pomoći). Ovisno o gustoći struje koju odaberete, bit će različita veličina žice. Glavno je da zahtijeva pravi omjer snage. Potrebno je da snaga sekundarnog namota ne prelazi kapacitet primarnog. Kao što je poznato, učinkovitost transformatora u obliku torusa je vrlo visoka i iznosi oko 97%, dakle pri navijanju torusa sa snagom od 200 vata, 6 vati gubitaka je sitnica koja se može zanemariti. Vjerujemo da je snaga primarnog namota veća ili jednaka snazi zbroja svih sekundarnih namota.
Primjer izračuna. Potrebno je naviti transformator. Primarni namot je ocijenjen za 220V. Sekundarni namoti su dva 28V svaki. Promjer žice primarnog namota je 0,6 mm u laku. Debljina laka je oko 0,06 mm, a "čisti" promjer primarne žice je oko 0,54 mm. Zamjenimo formulu za područje kruga i dobijemo dio od 0,228 mm 2 (ako ne znate kako sam ga izračunao, onda kupite pojačalo i ne gnjavite se). I tako za omjer dobivamo 220V / 28V * 2 = 3,92, što znači da bi sekundarni namot trebao imati poprečni presjek 3,92 puta deblji od primarnog namota. Kao što možete vidjeti, ja nisam koristio snagu i, shodno tome, gustoću struje. Svatko uzima gustoću struje koju smatra ispravnom (za sebe prihvaćam 4A / mm 2, a moje misli potvrđuju pravi test transa koji ću dalje opisati).
Za gore opisanu jezgru, bolje je koristiti žicu preko primarnog dijela promjera najmanje 0,6 mm. Žica ovog dijela i potrebna duljina mogu se naći u starim televizorima za svjetiljke, u obliku petlje za demagnetizaciju. Uvijek postoje ljudi na tržištu koji kupuju stare televizore ("burgeri"), mogu pronaći potrebnu žicu. Imamo dvije vrste petlji na tržištu: male i velike, manje za 20 UAH, velike za 50.
Mali promjeri, oni se koriste u televizorima po 2 komada svaki. Promjer takve poluprostorne petlje je oko 40-50 cm, a presjek vodiča je negdje oko 0,6 mm. Uz visoku kvalitetu polaganja ove petlje je dovoljno za navijanje primarnog namota jednog torusa s marginom od nekoliko metara.
Ako koristite veliku petlju, onda je duljina žice doslovno jedan i pol puta manja nego što je isplativije kupiti male petlje. Ponekad postoji petlja od svjetiljke, TV u boji, duljina žice u takvoj petlji je slična, ali presjek žice može doseći 0,7 mm. Ako imaš ovo, onda imaš sreće.

I tako ste pronašli petlju za demagnetizaciju, u pravilu je omotana s tkaninom za držanje (traka za krpe), a na vrhu je prozirna traka ili traka. U blizini terminala žica nalazi se spoj, gdje možete uhvatiti i nježno odmotati petlju. Nema potrebe za rezanjem, rezanjem, kidanjem izolacije, možete oštetiti žicu, pored toga, još uvijek nam je potrebna ova izolacija. Nakon navijanja imamo lijepu žicu koja se može koristiti. Neki vraćaju žicu na "šatl", osobno to ne radim, zašto moram još jednom saviti žicu, ako je već u željenom obliku, osim što navijam male torijeve, kuka će zauzeti više prostora i možda neće puzati kroz prozor, kao i oštećenje laka , Prije nego što ga navijate, morate ga okrenuti tako da se žica ne rasprši. Da bi se napravili zavoji, potrebno je uzeti komade od jednožilne žice (po mogućnosti u PVC izolaciju) dužine 5-7 cm. Vjetar omotamo u krugu od lagano gustih koraka, a za vrijeme navijanja dodamo (za odvođenje žica) samo se trebamo pomicati kroz ovo proljeće i odvaja se žica (vidi sliku sa slike 3).
Sada naša petlja ima jedan kraj izvana, a drugi negdje unutra, samo trebamo izvana. Zatim se vraćamo na željezo koje smo već obradili i omotamo električnom trakom ili kiperkom. Zapamtite da ovdje nismo lijepili rub (vidi na Sl.4). Sa strane na kojoj će biti vrh transa (zaključci će se povećati) na uglu torusa napravit ćemo rez u središtu trake i proći lacopair tamo već u izolaciji, to će biti slavina početka navijanja. Neki preporučuju lemljenje komada fleksibilne upletene žice u izolaciju i obavljanje takvog povlačenja. Ova opcija mi ne odgovara jer na taj način ne znam koja je žica u primarnoj, pa čak i nakon deset godina izmjerila sam je s mikrofonom i znala što se iz njega može pritisnuti, i sa slavinom, tko zna što je presjek. Iako je vaš slučaj.
Proizvodit ćemo vodove za žicu. Namotaji moraju biti "ojačani" dodatnom izolacijom. Za ove stvari, PVC izolacija (sovjetska bijela) je vrlo pogodna, ali izolacija od žice potrebnog presjeka je još bolje prilagođena. Moguće je primijeniti skupljanje topline, ali je bolje koristiti PVC ili izolaciju, jer se prva nastoji saviti na jednom mjestu koje nam zapravo ne treba, pokušavamo se zaštititi od toga, tako da se žica ne može odvojiti. Da biste izvukli izolaciju, preporučujem da uzmete žicu koja ima dodatnu izolaciju u obliku navoja omotanog oko vodiča. U tom slučaju navoj ne daje čvrstu vezu između PVC-a i bakra i omogućuje vam da zategnete izolaciju. Da bi se lakše žice potrebno malo saviti (na 45 stupnjeva). Preporučujem da se izolacija odjednom "povuče" i iskoristi. (Slika 2).
Žice za namatanje
Najrasprostranjenije namotajuće žice u emajliranoj izolaciji na bazi sintetičkih lakova visoke čvrstoće s indeksom temperature (TI) u rasponu od 105 ... 200. Pod TI se odnosi na temperaturu žice na kojoj je korisni vijek trajanja od najmanje 20.000 sati.
Emajlirane bakrene žice s izolacijom na bazi uljnih lakova (PEL) proizvode se s promjerom jezgre od 0,002 ... 2,5 mm. Takve žice imaju visoke električne izolacijske karakteristike, koje praktički ne ovise o vanjskim utjecajima povišenih temperatura i vlažnosti.
Žice tipa PEL karakterizira velika ovisnost o vanjskim utjecajima otapala u odnosu na žice s izolacijom na bazi sintetičkih lakova. Žica za navijanje PEL može se razlikovati od drugih čak i vanjskim znakom - premaz cakline je blizu crne boje.
Bakrene žice tipova PEV-1 i PEV-2 (proizvedene s promjerom jezgre 0,02 ... 2,5 mm) imaju polivinil acetatnu izolaciju i odlikuju se zlatnom bojom. Bakrene žice tipova PEM-1 i PEM-2 (s istim promjerom kao šivanje) i pravokutni bakreni vodiči PEMP (s presjekom od 1,4 ... 20 mm2) imaju lakiranu izolaciju na polivinilnom formalnom laku. Indeks "2" u odgovarajućem nazivu žica PEV i FEM karakterizira dvoslojnu izolaciju (povećana debljina).
PEVT-1 i PEVT-2 su emajlirane žice s indeksom temperature 120 (promjer 0,05 ... 1,6 mm), izolirane na bazi poliuretanskog laka. Takve žice su pogodne za ugradnju. Kod lemljenja nije potrebno očistiti lakiranu izolaciju i koristiti fluksove. Dosta konvencionalne marke lemova POS-61 (ili slično) i smola.
Emajlirane žice s izolacijom na bazi poliestera amida PET-155 imaju TI 155. Proizvode se s vodičima ne samo kružnog poprečnog presjeka (promjera), već i pravokutnog (PET) tipa s promjerom vodiča od 1,6 do 1,2 mm2. Što se tiče njihovih parametara, PET žice su blizu gore opisanim PEVT žicama, ali imaju veću otpornost na toplinu i toplinski šok. Stoga se žice za namatanje tipova PEVT i PET, PETP mogu posebno naći u transformatorima velike snage, uključujući transformatore za zavarivanje.
PROCES PROMJENE
Za navijanje transa trebat će vam 4-5 noći i 2 sata vremena, zašto ćete razumjeti najmanje 4 dana kasnije.
Već smo pokrenuli jedan kraj žice i pritisnuli ga. Slijedeći počinje najtužniji navijanje. Preporučujem da se protrese. Mi uzimamo trans (željezo za sada), stavimo rukavicu ili u ruke stavimo neke krpe od prirodne tkanine. Sjednemo na kauč ili krevet i uključimo film koji je već viđen ili glazbu (kako se ne bi previše smetalo) i počeli puhati. Svaki zavoj je uvučen u željezni prsten. Morate namotati zavojnicu na svitak iznutra (neki upravljaju izvana, kako ne mogu zamisliti).
Da biste lakše brojali okretaje, bolje ih je grupirati u 5 ili 10 okreta. Zategnite žicu koja ne smije biti jasno okomita (isprekidana crvena linija) na tangentu (čista crvena), i lagano nagnuta u smjeru namatanja (žuta), kao da unutarnji dio namota ide ispred vanjskog (sl.5). Tako će se za vrijeme istezanja žica sama namotati na druge već postavljene zavojnice. Ako je vaša žica savijena, ona se neće savršeno uklopiti, tako da bi trebala biti što ravnija, da biste to učinili, morate je protegnuti čvrsto tijekom namatanja i time je ispraviti. Zato trebamo rukavice ili krpe, ako ne koristite rukavice, prsti i dlanovi se jako umaraju i jako se boli. Ako žicu naviješ s presjekom većim od 1,5 mm (vrlo tvrdim), preporučujem da se žica lagano savije pod rastezanjem radi lakšeg ravnanja.
(Otac mog prijatelja trese zavarivače od 50 herca, sekundarna guma bakra od 35 kvadrata savršeno podjednako stavlja ruke, pa prstima pritišće 5 kopeka Ukrajine u knedlu).

Tijekom navijanja žica se provjerava na prisutnost pukotina, osobito na mjestima savijanja, ako je lak lomljen, zatim ga razmazamo uredno izolirajućim kaponom s lakom ili bojom (u ekstremnim slučajevima, običnim lakom za nokte).
Kada ranu sloj do kraja. Potrebna je izolacija između slojeva između slojeva. Imao sam sreće i imam malo lacqui zanachki, a tkanina je takva da se proteže i natopi nečim ljepljivim. Takvi ako se lijepe jedni na druge (presavijeni), onda je vrlo teško odvojiti se. Od prstiju se drži zajedno. Takvo lakirano platno je idealan izolator, osim što namotavanje ne zvecka čak i kada je preopterećeno. Ali ovo je vrlo mali broj ljudi. Tezhe izolatorske funkcije su vrlo dobro izvedene s maskirnom trakom.
Nakon što je sloj ranjen, uzimamo ga i izoliramo ga s trakom za maskiranje. Napravite pruge širine oko 15 mm. U početku smo zamotali trans s tim prugama, nešto što bi izoliralo unutarnju žicu (u donutu). Zatim izolirajte prostore s vanjske strane krofne. Kao rezultat izolacije s viskijem, ispostavit će se da će se izolacija iznutra preklopiti slojevima dvostruko debljim, a izvana će biti jednostruka. Nakon što je omotan, potrebno je u velikoj mjeri podmazati torus s PVA ljepilom, tako da se ljepljiva traka ne odmotava, a također će postati jača i kao cjelina. Osim toga, ljepilo će držati namotaj tako da ne bi "zujalo". Nije potrebno lijepiti ljepilo, namažemo ga prstom i lagano ga utrljati. Nakon toga se torus mora osušiti. U večernjim satima najčešće motam torus, navijam sloj ljepilom, a sam torus za dobru cirkulaciju zraka, krevet na radijatoru igle. Tijekom noći, torus se suši i možete ga dalje protresti. Zato je potrebno najmanje 4 sata za namatanje (4 pm - 4 sloja). Ako je potrebno, možete ubrzati proces sušenja sušilom za kosu. Mi tresemo sljedeći sloj ... proces namotavanja je sličan i ne razlikuje se. Na kraju namota kraj namota je postavljen u istoj izolaciji kao na početku namota. Zatim pričvrstimo kraj namotaja maskirnom trakom, izoliramo namotajnu traku i zasitimo ljepilom.
Postoji još jedna dobra mogućnost izolacije između slojeva. Bit će jako dobro ako tijekom navijanja koristite papir za pečenje (pergament) izrezan u iste trake i nakon umotavanja. Kao rezultat toga, trans će morati biti impregniran, ali u stvarnosti je moguće kuhati smjesu od 50:50 na parnoj kupelji, odnosno parafin: vosak. Uzmemo parnu kupelj u lonac, skupimo vodu i zakuhamo (potrebna nam je para). Odozgo instaliramo spremnik u koji su postavljeni transformator i vosak-parafin. Vezivanje transformatora unaprijed je vezano na žicu, kraj je ostavljen (kada se smjesa proteže za ovu nit, transformator treba navlažiti kao vrećicu čaja u čaši). Kada uronite transformator, morate biti oprezni, tako da kapljica voska ne padne na plamen, vrlo je goruća !!! Prethodno su takvi transformatori bili natopljeni izlaznim transformatorima za cijevi ULF, premda i drugi visokokvalitetni trans. Kada se smjesa zagrijava, ona ima vrlo visoku fluidnost gotovo kao voda, tako da papir postaje doslovno zasićen parafinom i voskom. Međutim, ova opcija u početku neće biti učinkovita ako se trans se zagrije (toplo) na temperaturi od 50 stupnjeva, vosak je već prilično mekan i neće zadržati žicu od 50 Hz vibracija, iako će funkcionirati kao dielektrik. (Istina, upravo zbog vibracija i trežice su izlizane i dobiva se zatvorena petlja, što uzrokuje oštećenje već tijekom rad).
Za impulsne transformatore preporučujem da ne koristite traku, već papir + BF-2 ljepilo kao impregnaciju. Ovo ljepilo se prvenstveno koristi u proizvodnji kalema za zvučnike. Ali u impulsnom transformatoru, pokazao se vrlo dobro. Kod ponovnog preopterećenja nije ni najmanji peep na frekvenciji pretvorbe u 15KHz.Odvijajući namoti iz okvira, snimali su ih vlakomirina je živjela u 8. godini.
Tijekom navijanja povremeno mjerimo struju praznog hoda, za što je potrebno tester spojiti u seriju s primarnim namotom u ampermetarskom modu (pročitajte upute na ispitivaču). Izmjerite struju x.x. morate biti vrlo oprezni jer rad s mreže! Da bi se izbjegla bilo kakva opasnost preporučujem dosljedno s primarnim prekidačem na žarulji pri 220V, snage oko 40W. Žarulja će gorjeti ako je broj skretanja vrlo mali, ako je trans pravilno namotan, onda bi trebao biti samo s ružičastim nijansama, što ukazuje na nisku struju koja teče kroz nju. Transformator ima velike ulazne struje, u vrijeme pokretanja transformatora preopterećenje može doseći 160 puta. Stoga se početak transformatora ne mora izvoditi izravno preko ispitivača, već uz pomoć "skakača" koji zatim otvarate i struja počinje teći kroz ispitivač. Premosnik se može implementirati jednostavnim zatvaranjem ispitnih vodova ispitivača, koji se zatim otvaraju. Što bi trebala biti struja praznog hoda koju ću napisati u nastavku.
Za transformatore čija je niska potrošnja struje preporučljivo koristiti otpornik od 10 ili 100 ohma (2-5W) koji je spojen u seriju s primarnim namotom. Mjerenje pada napona preko otpornika, koristeći zakon oma za okretanje struje. Takva metoda je poželjnija od prve, ali u isto vrijeme opasnija s velikom strujom potrošnje - otpornik se pretvara u ugljen u djeliću sekunde !!!
Kako mjeriti trenutnu xx Kratko sam napisao napisao, sada o vrijednostima. Trenutna stopa x.x. svaki određuje za svaki trans pojedinačno, ali obično je brzina do 50 mA na 230V, iako neki kažu da je 0.5A normalno. Što je struja niža to bolje! Što je manja struja u mirovanju, to je oblik struje xx. slično sinusu. Ako imate trenutni xx od 20-50 onda je podnošljivo, recimo za ocjenu C, od 10-20 to je četiri, manje od 10 mA je jasno pet. U malim toricima, struja će biti mala zbog visokog otpora primarnog namota, to se mora uzeti u obzir! Iako, kako ručno tori tori manje od stotinu vata ovog zločina! Broj zavoja primarnog namota u njima doseže nekoliko tisuća.
Transformator koji sam ranio, prema mojoj metodi, ima trenutnu x.x. jednaka 11mA (s 4 sloja primarnog).
Ako stalno radite sve, dobivate nešto slično:

POSTUPAK ISPITIVANJA I MJERENJA
Kako mjeriti trenutnu xx Kratko sam napisao napisao, sada o vrijednostima. Trenutna stopa x.x. svaki se određuje za svaki trans pojedinačno, ali obično je brzina do 50 mA na 230V, iako neki kažu da je 0.5A normalno. Što je struja niža to bolje! Što je manja struja u mirovanju, to je oblik struje xx. slično sinusu. Ako imate trenutni xx od 20-50 onda je podnošljivo, recimo za ocjenu C, od 10-20 to je četiri, manje od 10 mA je jasno pet. U malim toricima, struja će biti mala zbog visokog otpora primarnog namota, to se mora uzeti u obzir! Iako, kako ručno tori tori manje od stotinu vata ovog zločina! Broj zavoja primarnog namota u njima doseže nekoliko tisuća.
Bit će vrlo korisno vidjeti oblik struje bez opterećenja u primarnom namotu pomoću osciloskopa. ALI !! To treba učiniti u vrlo posebnim uvjetima! Za to je potreban transformator za razdvajanje (220 / 220V), dok indukcija mora biti vrlo niska kako ne bi uzrokovala dodatno izobličenje "sinusnog" oblika. I također Latr. Preporučujem da ovu testnu stavku obavljaju samo vrlo iskusni stručnjaci, a posljedice su prepune izgaranja osciloskopa !!!
Kad sam koristio parametre namotaja, nekoliko sati sam "snimio" 150 W iz takvog transa (nije bilo više vremena).
Izolirajte primarni namot iz sekundarnog.
Nakon namotavanja potrebnog broja slojeva primarnog namota dolazimo do vremena namotavanja sekundarnog. Izoliranje primarnog namota iz sekundarnog mora biti vrlo oprezno.
U slučaju da sekundarni namotaj iznenada izgori, tada su najsnažnije posljedice neuspjeh ULF-a. Ali ako u ovom trenutku nekako sekundarni navoj "kratkog spoja" na primarni, onda je to već opasnost za život! Za sekundarni namot transformatora na srednjoj točki povezan je s tijelom usy, zamislite da kada okrenete gumb, kontrola jačine zvuka vas udara strujom! To je neugodno, dakle, uzemljenje u utičnici nije poželjna norma, to je nužnost, ako cijenimo vaše zdravlje skupo, preporučujem da mu se posebna pažnja posveti ... (Bila je to lagana digresija).
Budući da su utičnice stvarno uzemljene, potrebno je što je moguće više izolirati primarni namot iz sekundarnog. Za ovu operaciju možete primijeniti već valjanu metodu i koristiti ljepljivu traku. No, debljina sloja treba barem udvostručiti, a po mogućnosti tri puta. Osim toga, impregnacija s ljepilom je potrebna, ljepilo će dati elastičnost i dodatni sloj. Bolje je koristiti posebne električne lakove kao što je TsAPON (boja nije važna). U ovom slučaju, doslovno upijemo torus u lak, čak ga možete zakucati! Lak će biti fluidniji ako se zagrije, kapica za vrijeme zagrijavanja postaje slična vodi, pa tako dobro impregnira namota izoliranjem i učvršćivanjem. Što se tiče primarnog namotavanja, ovo je jedna od najboljih mjera, jer na meni je čak i bolja od parafina. Ako ćete koristiti impregnaciju, onda je logično da je upotreba bilo kakve trake "žuti transformator" kontraindicirana, sloj ljepljive trake jednostavno neće dopustiti da teče dublje, za razliku od papira ili lakirane tkanine. Što se tiče "fiksiranja" i izolacije sekundarnog namota s lakovima, to je kategorički protiv (odjednom trebate premotati sekundarnu, to neće biti moguće, osim toga, namotana žica se može koristiti samo za otpad.)
Ako nema laka, a samoljepljiva traka nije impresivna. Bilo bi lijepo izolirati namote fluoroplastikom, ovaj materijal je super izolator! Izgleda kao film bijele, malo prozirne boje (slika dolje).

Glavna značajka je otporna na toplinu (od minus -268 do +260 stupnjeva).Kad mi je potrebno za povećanje temperature od lemilica vrh, jednostavno sam ga omotati s fluoroplastic bez ostavljajući "tijelo" od lemilica hladno). Takve grožđice mogu se naći samo u specijaliziranim prodavaonicama, iako će tamo biti lakirana J-tkanina, što je također vrlo dobro. Nije svatko ima pristup takvim sortimentima, ali ako želite ... U ovom slučaju, preporučujem kopanje u kontejnere. Fluoroplastiku potrebnog oblika možemo dobiti u FT kondenzatorima. Ako pažljivo demontiramo aluminijsku kutiju kondenzatora, dobivamo jezgru (sam kondenzator) iz fluoroplasta tako čvrsto namotanu na nas. Od kondenzatora od 0.022 μF, možete namotati dva komada svaki po jedan metar. Za izolaciju primarnog, potrebno nam je oko 5-6 metara. Mislim mi tražimo min 3 kondenzatora. Fluoroplastični kondenzatori su vrlo dobri u zvuku, stoga prvo razmislite prije nego što ih razmazite.
Uzmite u obzir činjenicu da PTFE neće dopustiti da se namotavanje transa upije poput viskija, pa ako želite zasititi parafinom, učinite to prije izolacije namotaja s PTFE-om.
Malo kasnije ću opisati zaštitu primarnog namota iz sekundarnog, što je vjerojatnije u dijelu o visokim stvarima.
Završni završetak transa i njegovih pričvršćivača.
Nedostaje mi trenutak navijanja sekundarnog, jer je apsolutno sličan procesu navijanja primarnog. Što se tiče finala, ovdje trebate razumjeti neke točke.
Toroidalni transformator je zatvoreni magnetski krug, traka jezgre je namotana u gustu rolu nakon što je žarena u peći pod vakuumom. Navijanje je komplicirano zbog potrebe provlačenja prozora. Prednost je u tome što je sama jezgra unutar sebe, a da ne ispušta nepotrebne smetnje, jer u trenutku kad ih pokupi sekundarni trans. Tako je jezgra trans-grubog komada željeza unutra, a meka bakrena žica otvorena krhkim lakom (komad željeza) hrabro je štiti. Tijelo toroida vrlo je osjetljivo na oštećenja izvana. Pad torusa s pristojne visine može ga "ubiti" kratkim namotima. Istodobno, transe podmorskog tipa ili šipke u obliku slova Š štite sekundarni namot. Dakle, mnogo je lakše fiksirati TS-nick jer može i mora biti vrlo snažno komprimiran s metalnim vezicama kako bi se smanjio zazor u jezgri, i na taj način smanjio gubitak i vibracije ploča. Toroid popraviti mnogo teže, nego minimalne opcije. Prije nego što završite s transom, morate jasno razumjeti kako će trans biti povezan s tijelom.
A ipak, koje su opcije za završnu obradu izolacije:
Kao opciju, možete nanijeti prozirnu traku u kojoj je omotana petlja za razmagnetiziranje (usput, neke su omče omotane fluoroplastikom, provjerite imate li sreće). Rezultat je vrlo lijepa bagel (vidljivo namotavanje, i prekrasna žica). Ali povišena temperatura transformatora će omekšati izolaciju i time smanjiti njezinu razinu čvrstoće. Ali to nije glavna stvar! Kada izolirate transformator s "filmom", razina prijenosa topline dramatično pada, a torus može snažnije uživati. Mislim da svatko pokušava kupiti stvari iz prirodnih materijala, pokušavajući izbjeći sintetiku, jer tijelo "ne diše" u njemu, a osoba se znoji ... pa zašto torus mora izdržati. Za ove stvari je bolje prilagođen za korištenje čuvar traka (listovi izrezati na trake J). Da bih ga učinio još jačim, namočite ga u taj PVA ljepilo prije namotavanja. Zatim torus namota istiskuje višak tijekom namotavanja. Nakon sušenja formira se dobar, oštar okvir ... Ako se odjednom morate opustiti dovoljno dugo da se namočite. Dopuštene su i mogućnosti obrade (prema već umotanom transformatoru) s bojama i alkidnim i vodeno-emulzijskim ili posebnim lakovima.
Koje su opcije spajanja:
Jedan od očiglednih načina pričvršćivanja torusa su spojni elementi s vijkom koji se provlači kroz središte torusa. Prilikom pričvršćivanja na ovaj način, uzmite u obzir činjenicu da se kroz vijak, a zatim na dno kućišta, nakon zidova kućišta, gornjeg poklopca, može formirati dio zavojnice koji je samo mahnit (ovisno o promjeru pričvrsnog vijka). Ni u kojem slučaju ne pričvrstite torus na donji i gornji poklopac, formirajte zatvorenu petlju i spalite torus!
Osim toga, u razmaku između vijka i gornjeg poklopca dolazi do interferencije kao željezni vijak (magnetski). Što je manji jaz, to je viša razina. Nije neobično reći da bez poklopca igra ULF, sve je u redu, nema pozadine; Interferencija je uzrokovana, kako bi se izbjegla takva smetnja, potrebno je koristiti vijak za pričvršćivanje izrađen od diamagnetskih materijala, na primjer, mjed se pokazao dobro ... (ali ne zaboravite na mogućnost stvaranja svitka kroz kućište).
Sada trebate nekako odmarati od namotaja torusa, a kontaktno područje treba maksimalno povećati kako bi se smanjio pritisak na žicu. Koristim stražnju perilicu i jezgru iz magnetskog sustava zvučnika za tu svrhu, sve što trebate učiniti je izbušiti rupu u jezgri i izrezati konac nakon što ispadne vrlo dobar zatvarači (slika ispod).

Također možete izrezati komad PCB-a ili Gitinax-a debljine 3 mm, da biste dobili oblik za maksimalne kontaktne "podloške" s površinom torusa. Potrebno je upotrijebiti brtvu između "pranje" i tijela torusa, a za to koristiti gumu čija debljina mora biti najmanje dvostruko veća od promjera sekundarnog namota (zašto pogoditi sami), s krevetom i dnom i vrhom. Izradom ove podloške moguće je predvidjeti ugradnju bakrenih zakovica kako bi se pričvrstili provodnici na "terminalu". Ako netko ne razumije, postoji fotografija ovog dizajna.
Nije vjerojatno da će promjer svornjaka ili vijka koji se provodi kroz središte torusa odgovarati promjeru prozora. Kako krofna ne bi letjela na ovom vijku kao obruč na balerini, potrebno ju je ili omotati trakom (do potrebnog promjera) ili koristiti debelu konusnu gumu. Ova vrsta guma bez problema će biti pronađena od strane vozača, na primjer, gumene trake od VAZ2107 reaktivnog stabilizatora ili amortizera, ona dobiva oblik i košta novčić.
U tvorničkim verzijama nije neuobičajeno da se prozor puni spojem umetanjem rukavca, iza kojeg je torus fiksiran. U praksi radioamatera to se ne primjenjuje (obično) jer opet nije moguće rastavljanje torusa bez oštećenja žice. Kod kuće se ovaj utikač može implementirati pomoću epoksida.
Još jedna opcija zatvarač "pauk". U stvari, isti poklopac za pranje je izrađen samo u velikim veličinama. Oblik je obično kvadratni pokrov od željeza ili tekstolita, rubovi su izvan granica vanjskog dijela transformatora. Rupe su izbušene u tim kutovima i uz pomoć vijaka privlače tijelo, tako da ne prođete vijak kroz sredinu i ne stvarajte nedovršenu zavojnicu kroz ULF kutiju.
Bit će VRLO dobro napraviti željezni „lonac s poklopcem“ od debelog čelika (min 2 mm) za toroid u koji će se staviti torus i sipati spoj kao što je parafin ili vosak (ili istu epoksidnu smolu), iako se neće rastavljati nakon epoksida. To ne samo da rješava problem pričvrsnih elemenata, nego i štitove od smetnji. (Slika sličnog dizajna ležala je na računalu, ne sjećam se autora, ali mislim da se neće uvrijediti).

Malo o probiru.
Između primarnog i sekundarnog namota bit će vrlo dobro postaviti namotaj štita. U idealnom slučaju, ovaj namot bi trebao praktički pokriti sve vidljive dijelove toroida, blokirajući magnetske tokove na putu od jezgre (primarni namot) do sekundarne. Jedan kraj zaštitnog namota mora biti "u zraku", a drugi je spojen na meku (kućište) pojačala (ponekad kroz otpornik do 10 ohma). Prvi kraj može biti dobro izoliran i ostavljen unutar torusa. Drugi, onaj na tlu trupa, treba iznijeti uz pomoć višejezične fleksibilne žice.
U idealnom slučaju, navijanje treba obaviti bakarnom trakom širine oko 15-20 mm, koja je s obje strane izolirana lakom, trakom ili fluoroplastikom, a može se obaviti pomoću samoljepljive trake, ali vrlo pažljivo, kako se ne bi pocepala i ne stvarala mikro pukotine (kako u vrpci, tako iu izolatoru), koji probija napon. Zaštita na taj način zauzima puno prostora i čini mnogo šupljina, koje narušavaju prijenos topline, dodajući zujanje i "uzaludno" pomicanje sekundarnog iz jezgre. "More" će biti ekonomično ako okrenete zaslon žicom promjera oko 0,6 mm. Ali ako se jezgra gleda, onda se uvjerite da će smetnje proći kroz te "prozore", odnosno ili se tresemo jer bi trebalo biti vrlo gusto u nekoliko slojeva, ili ne raditi prazan posao! Ako postoji mogućnost, možete napraviti takav ekran, sigurno će biti gore!
Mnogo je bolje pregledati transformator na kraju namota, tj. Kada je transformator potpuno ranjen (premda iskreno trebate podijeliti smetnje prema klasi i tipu, te razmotriti načine postupanja s njima odvojeno). U idealnom slučaju, u ovom slučaju, neće koristiti bakrenu traku, već permalloy. Iako, ako pogledate s opečenim očima na riječ ftoroplast, onda možete sanjati o permalloye;). Vrlo je dobro zamijeniti transformator u nekoliko slojeva transformatorskog željeza, za to je pogodan željezo iz bilo kojeg transformatora. (Koristim čelik iz stare 2 amp latr jezgre.)

Ovdje je torus zaštićen trakom transformatora, stavljen u metalni poklopac i kuhan u parafinu, struja xx. 1,5 mA, primarne stanice s više od 2500 okreta, međuslojni fluoroplast, uz uzastopno zavarivanje u parafinu. Jeste li u krugu + transformatorski čelik, ispalo je vrlo dobro (vidi gore)! Ovaj torus služi za rad u pred-pojačalu.
Nemojte napraviti lonac od aluminija, ne štiti od bilo čega. Potrebno je to izrađivati od debelog čelika (ne manje od 2 mm), a iznutra je još uvijek vrlo dobro zaštićen bakrom (debljina lima oko 1 mm). Iako on sam nije radio takve stvari (s bakrom), savjetovali su se autoritativni ljudi.
U zaključku o smetnjama s torija, reći ću da toroidi vrlo rijetko stvaraju smetnje na opremi, dok je značajka zabilježena da toroidi koji se ne okreću na njima imaju visoku struju x.x. ili precijenjena indukcija ... Stoga, ako ne budete pohlepni i navlažite toroid iz niske magnetske indukcije (povećajte broj skretanja po volti), malo je vjerojatno da ćete se suočiti s problemom smetnji od transformatora.
Planira se dopuniti članak takvom "žarom" ... do sada vrlo tečno ...
Unutarnji otpor.
Svi transformatori i izvori napajanja (napajanja) imaju takav apstraktni parametar kao unutarnji otpor. Kako to shvatiti? U slučaju transformatora, ovaj otpor će biti jednak aktivnom otporu namota. Kada priključite opterećenje na trans, struja koja struji i otpor namota stvaraju pad napona. Da bi smanjivanje napona bilo minimalno, potrebno je povećati poprečni presjek vodiča (smanjenje njegove otpornosti). No, u isto vrijeme, potrebno je uzeti u obzir tu činjenicu tijekom rada da će ukupna snaga namotaja biti veća od ukupne snage jezgre, pažljivo kako ne bi preopteretili primarni uređaj.
Segmentni namot.
Niska indukcija.
Implicitna zavojnica.
Zaštita i vrste smetnji.
P.s. Moj prvi članak, pa čak i ne završen, nemojte uopće bacati rajčice .. Nema vremena za završiti, postavljam ono što sam već dugo radio ... Sada ovaj bagel uspješno radi u Natali 2012EA, možete tražiti fotografije u odgovarajućoj grani, a evo



popularan
- Skladištenje materijala i opreme
- Organizacijske i tehničke mjere za osiguranje električne sigurnosti
- Električna sigurnost motornih poduzeća
- Nadzemni vodovi sa samonosivom izoliranom vrtložnom žicom
- Nadstrujni ispusti - Niskonaponska postrojenja
- Norme i pravila rada električnih instalacija potrošača
- Što je moderno u godini za djevojčice
- Zra i podstanice - prihvat zgrada i objekata za ugradnju elektroopreme
- Kako uzemljiti nosače kabela
- Karakteristike glavnog transformatora