Методы неразрушающего контроля. - геометрическую форму обработанных кромок, в т.ч. при подготовке деталей с различной номинальной толщиной стенки. I. область применения
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Филиал в г. Стерлитамаке
Кафедра: ОНХЗ
Курсовая работа
по дисциплине:
«Диагностика технического состояния»
«Внешний осмотр и визуальный измерительный контроль»
Разработал ст. гр. МХв-05-31 Дробычева Е.С
Проверил Афанасенко В.Г
1. Общие сведения
Визуальный измерительный метод дефектоскопии относиться к неразрушающему контролю.
Неразрушающий контроль - контроль свойств и параметров объекта, при котором не должна быть нарушена пригодность объекта к использованию и эксплуатации.
Неразрушающий контроль, также называется оценкой надёжности неразрушающими методами, и проверка без разрушения изделия. Неразрушающий контроль особенно важен при создании и эксплуатации жизненно важных изделий, компонентов и конструкций. Для выявления различных изъянов, таких как разъедание, ржавление, растрескивание используются различные методы неразрушающего контроля, такие как рентгеновские лучи, на снимках, с использованием которых хорошо видны трещины, каверны и неоднородности материала или сварочного шва. Или ультразвук, где трещины проявляют себя всплесками эхо - импульсов на экране контроллера.
Многие виды неразрушающего контроля имеют широчайшее распространение в мире. В России отраслевые промышленные документы выделяют следующие виды неразрушающего контроля металла и сварных соединений сосудов и трубопроводов как основные:
визуальный и измерительный;
радиографический;
ультразвуковой;
радиоскопический;
капиллярный или магнитопорошковый;
токовихревой;
стилоскопирование;
измерение твердости;
гидравлические испытания;
пневматические испытания.
Кроме этого, могут применяться другие методы (акустическая эмиссия, магнитография, цветная дефектоскопия, определение содержания в металле шва ферритной фазы и другие) в соответствии с техническими условиями организации - изготовителя.
Визуальный и измерительный контроль занимает важное место среди различных видов контроля изделий.
И действительно, визуальный контроль - это единственный неразрушающий метод контроля, который может выполняться и часто выполняется без какого-либо оборудования и проводится с использованием простейших измерительных средств.
Визуальный контроль во многих случаях достаточно информативен и является наиболее дешевым и оперативным методом контроля.
Некоторые технические средства визуального и измерительного контроля доступны каждому, а сама процедура контроля является достаточно простой. Однако визуальный и измерительный контроль является таким же современным видом контроля, как радиационный и ультразвуковой.
Тщательный внешний осмотр - обычно весьма простая операция, тем не менее, может служить высокоэффективным средством предупреждения и обнаружения дефектов.
Внешним осмотром (ВИК) проверяют качество подготовки и сборки заготовок под сварку, качество выполнения швов в процессе сварки и качество готовых сварных соединений. Обычно внешним осмотром контролируют все сварные изделия независимо от применения других видов контроля.
Внешнему осмотру подвергают свариваемые материалы для выявления (определения отсутствия) вмятин, заусенцев, окалины, ржавчины и т. п. Проверяют качество подготовки кромок под сварку и сборку заготовок.
Внешним осмотром невооруженным глазом или с помощью лупы выявляют, прежде всего, дефекты швов в виде трещин, подрезов, пор, свищей, прожогов, наплывов, непроваров в нижней части швов.
Многие из этих дефектов, как правило, недопустимы и подлежат исправлению. При осмотре выявляют также дефекты формы швов, распределение чешуек и общий характер распределения металла в усилении шва.
Внешний вид поверхности шва характерен для каждого способа сварки, а также для пространственного положения, в котором выполнялась сварка Сварщик помимо контроля режимов сварки (тока, напряжения, скорости сварки и т. п.) и стабильности горения дуги следит за правильностью выполнения валиков в многослойных швах.
Особенно важным является тщательный осмотр первого слоя при любом количестве слоев. Качество сварки первого слоя оценивают при необходимости с помощью лупы.
При предварительном контроле подлежат качество сварочных материалов, состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования, аппаратуры и приборов для дефектоскопии.
В процессе изготовления и монтажа сварных конструкций осуществляют систематический контроль качества производства сварочных работ – предварительный контроль и контроль готовых сварных соединений.
Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и прочее).
Выполненные сварные соединения (конструкции, узлы) подвергают визуальному измерительному контролю с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
Сварные швы часто сравнивают по внешнему виду со специальными эталонами. Геометрические параметры швов измеряют с помощью шаблонов или измерительных инструментов.
Детали, узлы или изделия, собранные под сварку с отклонением от технических условий или установленного технологического процесса, бракуют.
Исправленные дефектные участки в материале, сварных соединениях и наплавках контролируют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок.
Только после проведения визуального контроля и исправления недопустимых дефектов сварные соединения подвергают контролю другими физическими методами (рентгеновский контроль, ультразвуковой контроль и т.д.) для выявления внутренних дефектов.
Средства, порядок и методика визуального контроля предусматриваются технологическим процессом производства или нормативной документацией.
Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений.
Как и любой вид дефектоскопии проводят только квалифицированные специалисты. Для эффективного выявления дефектов специалисты по любому виду визуального измерительного контроля должны уметь выбрать подход, разработать методику проведения испытания и создать необходимые приспособления.
Кроме того, эти специалисты должны соответствующим образом подготовить технический персонал для проведения требуемого испытания и обработки его результатов.
Многие производители в целях экономии или некомпетентности игнорируют неразрушающий контроль металлоконструкций, технологического оборудования, композитных материалов в различных отраслях промышленности и строительного комплекса.
Иногда дефект обнаруживается ещё в конечном цикле сборки изделия (приводит к непредусмотренным расходам и потере времени), но в большинстве случаев он вызывает чрезвычайные происшествия в процессе эксплуатации (вплоть до техногенной катастрофы).
2. Физико – химические основы методы визуального измерительного контроля
Глаз человека исторически являлся основным контрольным прибором в дефектоскопии. Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20-кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.).
При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7-кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - лупы до 20-кратного увеличения.
Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
Визуальный измерительный контроль проводят с использование оптических систем с формированием пучков световых лучей, отражённых от поверхности изделия. При визуальном измерительном контроле используются: микроскопы, эндоскопы, линзы, радиусные шаблоны, измерительные щупы, угломеры и т.п.
Современные методы оптического контроля основаны на взаимодействии светового излучения с поверхностью контролируемого объекта. При этом рассматриваются такие спектральные характеристики, как коэффициент спектрального излучения и поглощения, спектральный коэффициент пропускания, отражения и показатель преломления.
Спектральный коэффициент поглощения является отношением потока излучения, поглощенного внутри оптически прозрачной среды, к падающему потоку излучения.
Спектральный коэффициент пропускания представляет собой отношение потока излучения, прошедшего через поверхность, к потоку энергии, упавшему на ее поверхность.
Спектральный коэффициент отражения определяют для составляющих светового потока с параллельными и перпендикулярными колебаниями по отношению к плоскости падения.
При нормальном падении светового потока при переходе из одного материала с показателем преломления в другой, с показателем преломления , спектральный коэффициент отражения определяется как:
Спектральный коэффициент отражения, спектральный коэффициент пропускания и спектральный коэффициент поглощения связанны соотношение:
![]()
Показатель преломления является отношением скорости распространения монохроматического электромагнитного излучения в вакууме к зависимой от длины волны скорости распространения его в какой либо среде:
Визуальный измерительный контроль отличается от других видов неразрушающего контроля границами спектральной области электромагнитного излучения, используемого для получения информации об объекте. Видимое излучение (свет) - излучение, которое может непосредственно вызывать зрительное ощущение.
В ситуациях, когда температура или химическая среда представляют опасность, или, когда конфигурация объекта контроля не позволяет контролировать, используют промышленные телевизионные системы, включающие телевизионную установку, световой прибор и систему транспортировки. Такие системы называют комплексами дистанционного визуального контроля.
В таких системах протекают следующие физические процессы: световое излучение, регулируемое световым прибором и отражённое от поверхности объекта контроля, воздействует на первичный преобразователь и преобразуется в первичные сигналы, передающиеся по каналу связи. Во вторичном преобразователе электросигналы преобразуются в световые изображения, воспринимаемые глазом человека.
Измерительный контроль - вторая часть визуального измерительного контроля. Измерением называют нахождение, значение физической величины опытным путём с помощью средств измерения.
На выбор измерительных средств оказывают влияние метрологические показатели:
цена деления шкалы;
диапазон измерений;
предел допустимой погрешности средств измерений;
допустимая погрешность средств измерений;
пределы измерений и нормативные условия.
Погрешностью измерения называют отклонение результата измерения от истинного значения.
По сравнению с другими методами неразрушающего контроля визуальный контроль легко применим и относительно недорог. Доказано, что этот метод контроля является надежным источником точной информации о соответствии сварных изделий техническим условиям.
Основным недостатком визуального измерительного контроля является только поверхностный контроль. Минимальный размер дефекта, обнаруживаемого невооруженным глазом, равен 0,1 – 0,2 мм.
3. Основные элементы системы
При визуальном и измерительном контроле применяют:
Лупы, в том числе измерительные;
Линейки измерительные металлические;
Угольники поверочные 90 град. лекальные;
Штангенциркули, штангенрейсмасы и штангенглубиномеры;
Угломеры с нониусом;
Стенкомеры и толщиномеры индикаторные;
Микрометры;
Нутромеры микрометрические и индикаторные;
Калибры;
Эндоскопы;
Шаблоны, в том числе специальные и радиусные, резьбовые и другие;
Поверочные плиты;
Плоскопараллельные концевые меры длины с набором специальных принадлежностей;
Штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля, при условии наличия соответствующих инструкций методик их применения.
Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
Погрешность измерений при измерительном контроле не должна превышать величин, указанных в рабочих чертежах.
4. Порядок проведения визуального измерительного контроля
11 июня 2003 года Федеральный Горный и Промышленный Надзор России направил «Инструкцию по визуальному и измерительному контролю» в Министерство юстиции Российской Федерации на государственную утверждение и регистрацию.
20 июня 2003 г. данная инструкция была утверждена постановлением Госгортехнадзором России и зарегистрирована Министерством юстиции.
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Госгортехнадзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
4.1 Общие сведения
Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
входного контроля;
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
процесса сварки;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий, и т.д.
Визуальный и измерительный контроль на стадии входного контроля, проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детали - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцевых и нахлесточных сварных соединений и соединений вварки труб в трубные доски, выполненных дуговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) для сварных соединений, выполненных электрошлаковой сваркой.
4.2 Подготовка мест производства работ
Визуальный и измерительный контроль при монтаже, строительстве, ремонте, реконструкции, а также в процессе эксплуатации технических устройств и сооружений выполняется на месте производства работ.
В этом случае должно быть обеспечено удобство подхода специалистов, выполняющих контроль, к месту производства контрольных работ, созданы условия для безопасного производства работ, в тот числе в необходимых случаях должны быть установлены леса, ограждения, подмостки, люльки, передвижные вышки или другие вспомогательные устройства, обеспечивающие оптимальный доступ и удобство работы специалиста к контролируемой поверхности, а также обеспечена возможность подключения ламп местного освещения напряжением 12 вольт.
Участки контроля, особенно стационарные, рекомендуется располагать в наиболее освещенных местах цеха, имеющих естественное освещение. Для создания оптимального контраста дефекта с фоном в зоне контроля необходимо применять дополнительный переносной источник света, т.е. использовать комбинированное освещение. Освещенность контролируемых поверхностей должна быть достаточной для надежного выявления дефектов, но не менее 500 Лк.
Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального и измерительного контроля рекомендуется выполнять в светлых тонах (белый, голубой, желтый, светло-зеленый, светло-серый) для увеличения контрастности контролируемых поверхностей деталей (сборочных единиц, изделий), повышения контрастной чувствительности глаза, снижения общего утомления специалиста, выполняющего контроль.
Для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю поверхность должна рассматриваться под углом более 30 градусов к плоскости объекта контроля и с расстояния до 600 мм.
4.3 Подготовка к контролю
Подготовка контролируемых поверхностей проводится подразделениями организации, выполняющей работы по визуальному и измерительному контролю, а в процессе эксплуатации технических устройств и сооружений - службами организации, которой принадлежит контролируемый объект.
Подготовка контролируемых поверхностей в обязанности специалиста по контролю не входит.
Визуальный и измерительный контроль при техническом диагностировании (освидетельствовании) оборудования, работающего под давлением, следует проводить после прекращения работы указанного оборудования, сброса давления, охлаждения, дренажа, отключения от другого оборудования, если иное не предусмотрено действующей инструкцией. При необходимости внутренние устройства должны быть удалены, изоляционное покрытие и обмуровка, препятствующие контролю технического состояния материала и сварных соединений, частично или полностью сняты в местах, указанных в программе технического диагностирования (освидетельствования).
Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля.
На контролируемых поверхностях допускается наличие цветов побежалости, в случаях, когда это оговорено в производственно-технической документации. Зона зачистки должна определяться инструкцией на вид работ или на изготовление изделия.
При отсутствии требований в инструкции зона зачистки деталей и сварных швов должна составлять:
при зачистке кромок деталей под все виды дуговой, газовой и контактной сварки - не менее 20 мм с наружной стороны и не менее 10 мм с внутренней стороны от кромок разделки детали;
при зачистке кромок деталей под электрошлаковую сварку – не менее 50 мм с каждой стороны сварного соединения;
при зачистке кромок деталей угловых соединений труб (например, вварка штуцера (патрубка) в коллектор, трубу или барабан);
зачистке подлежат: поверхность вокруг отверстия в основной трубе (коллекторе, барабане) на расстоянии 15-20 мм, поверхность отверстия под ввариваемую деталь - на всю глубину и поверхность привариваемого (патрубка) штуцера - на расстоянии не менее 20 мм от кромки разделки;
при зачистке стального подкладного остающегося кольца (пластины) или расплавляемой проволочной вставки - вся наружная поверхность подкладного кольца (пластины) и все поверхности расплавляемой вставки.
При контроле окрашенных объектов краска с поверхности в зоне контроля не удаляется, если это специально не оговорено в инструкции и поверхность объекта не вызывает подозрение на наличие трещин по результатам визуального контроля.
Очистка контролируемой поверхности производится способом, указанным в соответствующих инструкциях (например, промывка, механическая зачистка, протирка, обдув сжатым воздухом и др.). При этом толщина стенки контролируемого изделия не должна уменьшаться за пределы минусовых допусков и не должны возникать недопустимые, согласно инструкции, дефекты (риски, царапины и др.).
При необходимости подготовку поверхностей следует проводить искробезопасным инструментом.
Шероховатость зачищенных под контроль поверхностей деталей, сварных соединений, а также поверхность разделки кромок деталей, сборочных единиц, изделий, подготовленных под сварку, должна быть не более 12,5 (80).
4.4 Порядок визуального и измерительного контроля на стадии входного контроля
В данном подразделе рассматривается порядок контроля материала на стадии входного контроля, изготовления деталей и сборочных единиц и подготовке их к сборке, а также сварных труб, выполненных в заводских условиях.
Визуальный контроль материала (полуфабрикатов, заготовок, деталей) проводят с целью выявления участков металла с рисками, выходящими на поверхность трещинами, расслоениями, закатами, забоинами (вмятинами), рванинами, раковинами, пленами, шлаковыми включениями, волосовинами и другими дефектами, недопустимость которых регламентируется действующей инструкцией, а также с целью подтверждения наличия и правильности маркировки.
Измерительный контроль полуфабрикатов, заготовок, деталей и изделий проводят с целью проверки их геометрических размеров и определения размеров поверхностных дефектов, выявленных при визуальном контроле.
При входном визуальном контроле сварных труб с прямолинейным или спиральным швом контролю подлежит не менее 10% длины каждого шва.
Контроль рекомендуется выполнять на участках, равномерно распределенных по длине шва трубы. Задачей контроля является выявление поверхностных трещин, пор, шлаковых и металлических включений, прожогов, свищей, наплывов металла, усадочных раковин, подрезов, грубой чешуйчатости шва, брызг расплавленного металла, непроваров, оплавление металла в результате зажигания сварочной дуги и прочих дефектов.
Измерительный контроль сварных швов выполняется на участках, проконтролированных визуально. Измерение размеров сварного шва выполняется на каждом участке, проконтролированном визуально, но не менее чем в трех сечениях по длине шва.
Измерение размеров поверхностных дефектов выполняется в местах, отмеченных при визуальном контроле.
При входном контроле изделий, в том числе сварных и литых, визуально необходимо контролировать:
Поверхности изделий снаружи и изнутри (при наличии доступа);
Кромки элементов, подлежащих сварке;
Сварные соединения.
Кромки литых деталей, поковок и штамповок, подлежащие сварке, визуально следует контролировать на участке шириной не менее 100 мм по всей длине.
Кромки элементов изделий (деталей), имеющих наплавку, должны подвергаться визуальному контролю по всему периметру.
Ширина зоны контроля должна составлять +20 мм, где - ширина наплавки в мм. Контролю подлежит каждая кромка с наплавкой.
Визуальному контролю подлежит не менее 10% длины сварных соединений, если другие требования не указаны в инструкции.
Визуальный контроль материала, кромок свариваемых элементов и сварных швов проводится с целью выявления коррозии на поверхности и поверхностных дефектов (трещин, расслоений, забоин, вмятин, раковин, пор, подрезов, грубой чешуйчатости, западаний между валиками шва, раковин, свищей, шлаковых включений и других несплошностей), вызванных технологией изготовления (условиями хранения) или транспортировкой, подтверждения наличия и правильности клеймения, а также соответствия формы (типа) разделки кромок, подлежащих сварке, требованиям рабочих чертежей и ТУ на изготовление.
Измерительный контроль проводится с целью измерения размеров сварных швов и поверхностных дефектов, выявленных при визуальном контроле, а также подтверждения соответствия основных размеров изделий (деталей, сборочных единиц) требованиям стандартов, технического условия и паспортов изделий.
Измерительный контроль сварных швов выполняют через один метр по длине каждого контролируемого шва, но не менее чем в трех сечениях сварного шва.
Примечания.
1. Контролю по пунктам 1 - 4 подлежат не менее 50% труб (листов) от партии.
2. Контролю по пункту 7 подлежит не менее 10% длины каждой трубы (площади поверхности листа).
Таблица 1. Контролируемые параметры и требования к визуальному и измерительному контролю полуфабрикатов.
| Контролируемый параметр | Вид контроля | Требования к контролю |
| 1. Наружный и внутренний диаметр трубы | Измерительный |
Измерение и с обоих концов. Измерение производиться при постановке труб по внутреннему диаметру. |
|
2. Толщина листа и стенки трубы, |
Измерительный |
Измерение с обоих концов трубы не менее чем в двух сечениях. Измерение листа не менее чем в двух сечениях (по длине, ширине) с каждой стороны листа. |
| 3. Овальность трубы. | Измерительный | Измерение размера с обоих концов. |
| 4. Кривизна трубы. | Измерительный | Измерение кривизны на участке 1 м в сечениях трубы по длине. |
| 5. Длина трубы. | Измерительный | Измерение не менее 3 труб (листов) из партии. |
| 6. Ширина листа. | Измерительный | Измерение не менее 3 листов от партии. |
| 7. Трещины, плены, рванины, закаты, раковины, расслоения. | Визуальный | Осмотр наружной поверхности невооруженным взглядом; осмотр внутренней поверхности труб невооруженным глазом (при наличие доступа) и с помощью перископа, эндоскопа и пр. Разрешается вырезка контрольных образцов длиной не менее 200 мм в количестве не менее 2 шт. и их осмотр после разрезки. |
4.5 Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку
При подготовке деталей под сварку необходимо контролировать:
Наличие маркировки и/или документации, подтверждающей приемку полуфабрикатов, деталей, сборочных единиц и изделий при входном контроле;
Наличие маркировки изготовителя материала на деталях, подготовленных под сварку;
Наличие удаления механическим путем зоны термического влияния в месте термической (огневой) резки заготовок;
Геометрическую форму обработанных кромок, в т.ч. при подготовке деталей с различной номинальной толщиной стенки;
Геометрическую форму обработанных внутренних поверхностей кольцевых деталей;
Форму подкладных пластин (колец) и расплавляемых вставок;
Чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и т.п.), подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
При сборке деталей под сварку визуально необходимо контролировать:
Правильность установки подкладных пластин (колец);
Правильность установки временных технологических креплений;
Правильность сборки и крепления деталей в сборочных приспособлениях;
Правильность расположения и количество прихваток, и их качество;
Правильность установки приспособлений для поддува защитного газа;
Правильность нанесения активирующего флюса и защитной флюс-пасты;
Наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
Чистоту кромок и прилегающих к ним поверхностей деталей.
Измерительный контроль соединений, собранных под сварку, включает проверку:
Размеров швов приварки временных технологических креплений;
Размера перекрытия деталей в нахлесточном соединении;
Размеров (длина, высота) прихваток и их расположение по длине (периметру) соединения;
Размера зазора в замке расплавляемой проволочной вставки;
Размера перелома осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
Размера несоосности осей штуцера и отверстия в корпусе (трубе);
Размера несовпадения (отклонения) осей в угловых соединениях труб;
Размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20% деталей и соединений из числа представленных к приемке.
При выявлении отклонений от требований рабочих чертежей, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Детали, забракованные при контроле, подлежат исправлению.
Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами, проводится на каждой детали, подвергавшейся резке.
4.6 Порядок выполнения визуального и измерительного контроля сварных соединений (наплавок)
Визуальный и измерительный контроль сварных соединений (наплавок) выполняется при производстве сварочных (наплавочных) работ и на стадии приемо-сдаточного контроля готовых сварных соединений. В случае, если контролируется многослойное сварное соединение, визуальный контроль и регистрация его результатов могут проводиться после выполнения каждого слоя.
Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, грубой чешуйчатости, западаний между валиками, наплывов) в каждом слое (валике) шва.
Таблица 2. Контролируемые параметры и средства измерений при подготовке деталей под сборку
| Контролируемый параметр. | Средства измерений. |
| 1. Перпендикулярность кромки. | |
| 2. Угол скоса кромки. | Угломер или шаблон универсальный. Измерение в одном месте. |
| 3. Притупление кромки. | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) труб; измерения не менее чем в трех точках по длине в соединениях листов. |
| 4. Глубина скоса кромки. | Размер справочный, измерению не подлежит. |
| 5. Ширина подкладки в замковом соединении. | |
| 6. Толщина подкладки в замковом соединении. | Штангенциркуль, линейка. Измерения не менее чем в трех точках по длине. |
| 7. Угол скоса поверхности соединяемого элемента. | Угломер или шаблон универсальный. Измерение в одном месте. |
| 8. Отклонение торца. | Угольник и щуп (отвес и линейка или щуп). Измерения не менее чем трех сечениях в зоне максимального смещения. |
| 9. Высота присадочного выступа. | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки). |
| 13. Номинальная толщина стенки. | Штангенциркуль. Измерения не менее чем в трех точках равномерно по толщине. |
| 14. Ширина подкладной пластины. | |
| 15. Толщина подкладной пластины | Штангенциркуль. Измерения не менее чем в трех точках по длине. |
| 17. Толщина подкладного кольца. | Штангенциркуль. Измерения не менее чем в трех точках по длине. |
| 19. Диаметр расплавляемого кольца. | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях. |
| 20. Толщина расплавляемого кольца. | Штангенциркуль. Измерения не менее чем в трех точках равномерно по периметру. |
| 27. Шероховатость. | Профилограф - профилометр, образцы шероховатости (сравнения), измерительные датчики ДШВ. |
Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва.
В выполненном сварном соединении визуально следует контролировать:
Отсутствие (наличие) поверхностных трещин всех видов и направлений;
Отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
Качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
Качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами;
Наличие маркировки (клеймения) шва и правильность ее выполнения.
В выполненном сварном соединении измерениями необходимо контролировать:
Размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
Высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
Высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
Подрезы (глубину и длину) основного металла; отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
Размеры катета углового шва;
Отсутствие переломов осей сваренных цилиндрических элементов.
Методы контроля сварных соединений, их назначение и объем. Выбор давления гидроиспытания и последовательность его проведения для сосуда. Неразрушающие и разрушающие методы контроля, визуальный и измерительный контроль, стилоскопирование, дефектоскопия.
Характер и причины возникновения дефектов в процессе сварки в металле шва и зоне термического влияния, виды и негативные последствия. Методы контроля для обнаружения дефектов, порядок устранения. Трудности при сварке чугуна, обусловленные его свойствами.
Ремонт автомобиля после удара алюминиевым поддоном о твердый предмет. Основные трудности сварки алюминия и его сплавов. Сварка вольфрамовым электродом переменным симметричным током. Технология ремонта, оборудование для сварки. Контроль сварного шва.
Технология сварки трубопроводов диаметром 89-530 мм, толщиной стенки 5-6 мм. Выбор сварочных материалов и оборудования. Подготовка металла под сварку. Технология сварки. Напряжения и деформации при сварке. Технический контроль. Требования безопасности.
Основные виды дефектов в металлах. Обработка концов деталей и труб шлифовальной машиной. Изготовление подкладок и прокладок. Разметка и резка труб вручную. Должностная инструкция для слесарей по изготовлению узлов и деталей технологических трубопроводов.
Сварка как один из основных технологических процессов в машиностроении и строительстве, разновидности и условия применения, физическое обоснование. Принципы организации рабочего места сварщика на производстве. Разработка технологического процесса сварки.
Нахождение дефектов в изделии с помощью ультразвукового дефектоскопа. Визуально-оптический контроль сварных соединений на наличие дефектов. Методы капиллярной дефектоскопии: люминесцентный, цветной и люминесцентно-цветной. Магнитный метод контроля.
Разработка технологических процессов сборки и сварки узлов и секции борта, полотнищ, тавровых балок и нижней палубы на стенде. Общие технические требования к точности изготовления узлов и секции. Расчет трудоемкости сборки, таблицы нормативов времени.
Анализ конструктивно-технологических особенностей секции обечайки с ребрами с разбивкой на узлы. Технические требования к производству сварочных работ при изготовлении конструкций из стали АК. Технологические указания по сварке и контроль сварных швов.
Общая характеристика и технология изготовления корпуса редуктора мотоблока. Классификация, заменитель, назначение, химический состав, механические, физические и технологические свойства стали 20. Особенности выбора сварочных материалов и оборудования.
Требования к контролю качества контрольных сварных соединений. Методы испытания сварных соединений металлических изделий на излом, а также на статический изгиб. Механические испытания контрольных сварных стыковых соединений из полимерных материалов.
Визуальный контроль (ВИК) - контроль органолептический, осуществляемый органами зрения, воспринимающие излучения объекта в видимом спектре. Дефекты материалов и конструкций достаточно крупные для невооруженного глаза устанавливаются визуальным контролем. Визуальное обследование объектов с внешней стороны в поисках теоретических дефектов производят с применением визуальных оптических приборов и инструментов (линзы, лупы, микроскопы, эндоскопы, радиусные шаблоны, измерительные щупы, угломеры, глубиномеры), так и без них. Существенный недостаток визуального измерительного инспектирования характеризуется ограничением исследования только видимой области изучаемого объекта. Визуальный осмотр, как несовершенным бы он не был по способу и качеству диагностики, просто необходим как этап в комплексной промышленной дефектоскопии. Очень часто ВИК на практике совмещают с другими методами неразрушающего контроля (НК) и технической диагностики (ТД). Неизменно анализ всегда начинают с проведения ВИК. Существуют условия работы, при которых температура или хим. среда могут представлять опасность, а так же конфигурация или конструкция объекта не позволяет в полной мере производить анализ состояния, тогда для решения задач по неразрушающему контролю применяются промышленные телевизионные системы, световые приборы, дистанционные камеры, телевизионные установки, проталкиваемые роботы и системы транспортировки. Подобные приборы имеют систему дистанционного управления, и называется комплексами по дистанционному визуальному контролю.
У любого вида контроля есть свои недостатки. При проведении визуального контроля следует учитывать низкую достоверность полученных данных и считаться с относительной чувствительностью данного метода. ВИК применяют в следующих случаях:
- для поиска достаточно крупных поверхностных дефектов (открытых раковин, трещин, расслоений, заусенец, пор, и т.п.) при визуально-оптическом контроле деталей, доступных для прямого осмотра и диагностики, а также более мелких трещин с применением цветной, магнитопорошковой, люминесцентной дефектоскопии и рентгенографического контроля:
- для осмотра крупных трещин, дефектов в конструкциях, мест образования течи, загрязнений, посторонних предметов внутри закрытых конструкций:
- для анализа характера и определения типа дефектов, обнаруженных на поверхности с применением других методов дефектоскопии (акустическим, вихретоковым, капиллярным и т.д.).
- инспектирование поверхности сварных соединений и поиск дефектов (пор, свищей, включений, скоплений пор и включений, отслоений, прожогов, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
Области работ, в которых применяется визуальный контроль
Визуальный и измерительный контроль промышленного материала (заготовок, полуфабрикатов деталей) и сварных соединений проводят на всем протяжении технологического процесса:
- входного контроля изделий и материалов;
- изготовления деталей, сборочных единиц и изделий;
- подготовки деталей и сборочных единиц к сварке;
- подготовки деталей и сборочных единиц к сборке;
- сборки деталей и сборочных единиц под сварку;
- процесса сварки;
- проверка готовых сварных соединений и наплавок;
- анализ и исправления дефектных участков в материале и сварных соединениях (наплавках);
- технической оценки качества материала и производственных сварных швов в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
Приборы ВОК принято делить на три группы, в зависимости от применения:
- оборудование для поиска и анализа скрытых объектов (эндоскопы, бороскопы, видеосистемы, перископические дефектоскопы).
- приборы для контроля объектов, удаленных от рабочего места дефектоскописта (1>250мм) - телескопические лупы, бинокли, зрительные трубы:
- инструмент для обследования мелких близкорасположенных объектов, находящихся от глаз специалиста на расстоянии диапазона его наилучшего зрения 1<=250 мм (лупы, микроскопы):
Различают помимо прочего приборы цехового назначения
и приборы полевого использования
.
Приборы цехового назначения применяются при минимальных перепадах температуры в пределах от +5° до +20° С. нормальном атмосферном давлении, с относительно невысокой влажности.
Приборы полевого назначения должны исправно работать при крайних показателях температуры -55° и +60° С. при умеренной тряске, вибрациях, при погодных осадках и т.д. В прочном защитном корпусе (ящике, таре, упаковки) для переноски должно быть устройство для полной фиксации всех деталей и оборудования ВОК, во избежание повреждений во время транспортировки. Полости и стыки в конструкции корпуса прибора должны быть герметично защищены от влажности, изготовлены с применением стойких антикоррозионных материалов и покрыты атмосферостойким веществом. Измерительное оборудование по весу следует подбирать пригодным к переноске с эргономически удобным расположением ручек и кнопок управления.
Измерительный контроль - вторая составляющая ВИК. Измерением называют нахождение значения физической величины путём практических измерений с помощью средств контроля. При выборе измерительных средств руководствуются нормативными документами, в которых указываются требуемые метрологические показатели: цена деления шкалы, предел допустимой погрешности средств измерений, диапазон измерений, допустимая погрешность средств измерений, пределы измерений и нормативные условия применения. К недостатку в применение визуально измерительной экспертизы можно отнести поверхностный осмотр. Размер дефекта, обнаруживаемого невооруженным глазом, не менее 0,1 – 0,2 мм.
Визуальное обследование при проведении, которого используются оптические приборы, называют визуально-оптическим .
Визуально-оптический метод - обследование с минимальным набором инструментов, в основном используются органы зрения и тактильные ощущения. Метод анализа физико-механических свойств с помощью визуального осмотра имеет отличие от остальных видов неразрушающих методов выраженное границами спектральной области излучения, применяемого для проведения сбора информации. Наблюдение и обследование труднодоступных мест осуществляют эндоскопы, видеоэндоскопы и видеоэндоскопические системы, видеокроулеры . Визуальный и измерительный контроль со стороны неспециалиста, кажется, довольно простой процедурой, ошибочно так предполагать, ВИК является таким же современным и довольно сложным видом НК контроля, как магнитный, тепловой и радиационный методы. Для плодотворного проведения обследования визуальным методом специалисты, относящиеся к разным областям НК должны уметь грамотно подобрать подход, разработать план по проведению технических испытаний и создать парк необходимого оборудованием. Помимо всего, подготовка технического персонала, обучение, закрепление информации для проведения требуемого обследования ложится на плечи специалистов, обработка результатов так же важный элемент экспертизы. Предварительный анализ включает проверку квалификации сварщика, термографиста и дефектоскописта; качество сварочных материалов, состояние оборудования, сборочно-сварочных приспособлений, термического и инфракрасного оборудования, аппаратуры и приборов для дефектоскопии.
Компания Техно-НДТ предлагает портативное оборудование визуально-оптического контроля ведущих производителей России, США, Европы, Китая, Японии по доступной цене.
Инструменты для визуально-оптического обследования.
Лупы, цифровые микроскопы, оптические микроскопы. Для контроля близко расположенных деталей (находящихся на расстоянии не более 250 мм от глаз контролера) используют лупы и микроскопы различного типа. Лупы и микроскопы позволяют обнаруживать трещины различного происхождения, поверхностные коррозионные повреждения, забоины, открытые раковины, поры, надиры, риски и дефекты лакокрасочных, гальванических и полимерных защитных покрытий. При анализе характера дефектов эти приборы позволяют различать трещины, возникающие от усталости, термические изменения, трещины - от рисок, заусенцев, сколов окисной пленки и т.д. Лупы, используемые при капиллярном, а так же при магнитопорошковом контроле, позволяют обнаруживать более мелкие, чем без применения оптических средств, трещины, непровары, волосовины, расслоения и другие дефекты, состовляют более целостную картину об объекте.
Видеоэндоскоп, эндоскоп, бороскоп - оборудование для обследования и диагностики неисправностей механизмов в труднодоступных местах. Применение видеоэндоскопов весьма широко, приборы применяют в автомобильной промышленности, позволяя проводить визуальную диагностику агрегатов и узлов авто без предварительной их разборки, вагоностроительной, при обследовании трубопроводов и резервуаров, видеоэндоскопы применяются на производстве для диагностики дорогостоящих станков и механизмов без нарушения цельности конструкции.
Цитоскоп - тонкая трубка с оптической системой - имеет устройство, позволяющее изменять положение объектива и направление осмотра полостей диаметром более 8 мм и глубиной до 200 мм при увеличении 1.1-1.8х.
Средства визуально-измерительного контроля
На выбор измерительных средств оказывают влияние метрологические показатели:
- цена деления шкалы;
- допустимая погрешность средств измерений;
- диапазон измерений;
- предел допустимой погрешности средств измерений;
- пределы измерений и нормативные условия.
- Погрешностью измерения называют отклонение результата измерения от истинного значения.
При визуальном и измерительном контроле применяют:
- лупы, в том числе измерительные;
- линейки измерительные металлические;
- угольники поверочные 90 град. лекальные;
- угломеры с нониусом;
- штангенциркули, штангенрейсмасы и штангенглубиномеры;
- щупы;
- микрометры;
- стенкомеры и толщиномеры индикаторные;
- микрометры;
- калибры;
- штриховые меры длины (рулетки, стальные измерительные линейки);
- нутромеры микрометрические и индикаторные;
- универсальные шаблоны, в том числе специальные и радиусные, резьбовые и другие;
- ушс-2, ушс-3;
- поверочные плиты;
- эндоскопы;
- плоскопараллельные концевые меры длины с набором специальных принадлежностей;
- комплекты ВИК (комплект визуально-измерительного контроля);
- набор инспектора технического надзора;
В нашем каталоге Вы можете сравнить и купить измерительные приборы визуально-оптического и измерительного контроля по выгодной цене: цифровой и оптический микроскоп, бинокль, телескоп, эндоскоп, видеоэндоскоп, бороскоп, комплект для визуального контроля ВИК (комплект ВИК-1, ВИК-2), набор инспектора технического надзора, измерительная лупа, шаблоны УШС-2, УШС-3 и др. измерительные приборы.
Визуально-измерительный контроль (ВИК) сварных швов проводится в соответствии с инструкцией по визуальному и измерительному контролю РД 03-606-03. ВИК сварных швов производится после того, как сварные швы и прилегающие к ним поверхности основного металла по обе стороны шва будут очищены от шлака, брызг и других загрязнений. ВИКу подвергаются все сварные швы с двух сторон в доступных местах по всей их протяженности.
Внешним осмотром невооруженным глазом или через лупу проверяют наличие трещин, подрезов, наплывов, свищей, прожогов, непроваров. Некоторые из этих дефектов, такие как прожоги, непровары, незаваренные кратеры, свищи являются недопустимыми и подлежат вырубке и повторной заварке. Так же определяют такой дефект, как несоответствие размеров и формы шва, т. е. неравномерная чешуйчатость, разная ширина и высота шва, что указывает на колебания мощности дуги, частые ее обрывы и неустойчивость горения. Геометрические размеры швов определяют с помощью специальных измерительных приборов: шаблонов, штангенциркулей и линеек.
Для проведения ВИК будем использовать комплект, включающий следующие инструменты (табл. 7).
Таблица 7–Комплектность набора визуального контроля ВИК
|
Наименование |
Количество |
|
|
Сумма укладочная | ||
|
Маркер по металлу | ||
|
Рулетка измерительная 5 м | ||
|
Линейка металлическая измерительная L-300 | ||
|
Универсальный шаблон сварщика УШС-3 | ||
|
Шаблон для контроля катетов швов УШС-2 | ||
|
Угольник поверочный УП 160х100 | ||
|
Штангенциркуль ШЦ 1-150-0,05 с глубиномером | ||
|
Набор шупов № 2 | ||
|
Набор шупов № 3 | ||
|
Радиусный шаблон № 1 | ||
|
Радиусный шаблон № 2 | ||
|
Лупа измерительная ЛИ-3-10 х | ||
|
Лупа ЛПП 1-7х | ||
|
Лупа ЛПП 1-2,5х | ||
|
Фонарик карманный | ||
|
Инструкция по визуальному контролю РД-03-606 |
По форме и размерам швы должны удовлетворять проекту, иметь гладкую или равномерно чешуйчатую поверхность (высота или глубина впадин не должна превышать 1 мм), металл шва должен иметь плавное сопряжение с основным металлом, швы не должны иметь недопустимых внешних дефектов.
К недопустимым внешним дефектам относятся: трещины любых видов и размеров, несплавления, наплывы, грубая чешуйчатость, наружные поры и цепочки пор, прожоги и свищи.
Подрезы основного металла допускаются не более:
Вертикальные поясные швы и соединение стенки с днищем до 0,2 мм;
Горизонтальные швы между поясами стенки не более 0,3 мм;
Прочие соединения до 5% толщины, но не более 0,6 мм.
Длина подреза, не должна превышать 10% длины шва.
Выпуклость швов стыковых соединений не должны превышать:
При толщине листов до 12 мм, вертикальных соединений -1,5 мм;
Свыше 12 мм, вертикальных соединений -2,0 мм;
Для прочих соединений при толщине от2,0 мм -12 мм; от 3,0 мм -12 мм;
Смещение, кромок, в стыковых соединениях деталей различной толщины допускается:
Толщиной от 1,0 мм - 10 мм;
Более 10 мм- 10% толщины.
Смещение кромок, в стыковых соединениях деталей различной толщины допускается не более 10% наименьшей толщины в соединениях.
Нормативная классификация видов и методов неразрушающего контроля содержится в ГОСТ 18353-79 . Ниже приводится краткий реферат с описанием основных методов НК, применяемого оборудования и общей информацией по аттестации лабораторий и специалистов в области неразрушающего контроля. Проверить свои знания по методам НК можно пройдя онлайн-тест .
Визуальный и измерительный контроль (ВИК)
Визуальный и измерительный контроль (ВИК) относиться к числу наиболее дешевых, быстрых и в тоже время информативных методов неразрушающего контроля. Данный метод является базовыми и предшествует всем остальным методам дефектоскопии.
Внешним осмотром (ВИК) проверяют качество подготовки и сборки заготовок под сварку, качество выполнения швов в процессе сварки, а также качество основного металла. Цель визуального контроля – выявление вмятин, заусенцев, ржавчины, прожогов, наплывов, и прочих видимых дефектов.
Визуальный и измерительный контроль может проводиться с применением простейших измерительных средств, в том числе невооруженным глазом или с помощью визуально-оптических приборов до 20ти кратного увеличения, таких как лупы, эндоскопы и зеркала. Несмотря на техническую простоту, основательный подход к проведению визуального контроля, предусматривает разработку технологической карты - документа, в котором излагаются наиболее рациональные способы и последовательность выполнения работ.
Проведение измерительного контроля регламентируется инструкцией по визуальному и измерительному контролю - . В инструкции содержатся требования к квалификации персонала, средствам и процессу контроля, а также к способам оценки и регистрации его результатов.
Основной набор средств визуального контроля входит в состав набора ВИК , в стандартную комплектацию набора входят: шаблоны сварщика УШС-2 и УШС-3 , шаблон Красовского УШК-1 , угольник, штангенциркуль , фонарик, маркер по металлу, термостойкий мел, лупа измерительная, набор щупов №4, наборы радиусов №1, №3, рулетка, линейка, зеркало с ручкой. Допускается применение других средств контроля при наличии соответствующих инструкций и методик их применения.
Современные средства визуально-измерительного контроля дают возможность выявления мелких дефектов, обнаружение которых, ранее было ограничено недостаточной мощностью используемых оптических средств. Так, например портативный фотоаппарат-микроскоп X-loupe дает возможность фотосъемки дефектов от 5мкр до 12 мм, с последующей возможностью их измерения и составления информативных фотоотчетов.
Контроль визуальный и измерительный при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений.
К проведению визуально-измерительного контроля допускаются только квалифицированные специалисты, аттестованные в соответствии с правилами аттестации персонала в области неразрушающего контроля – ПБ 03-440-02. Специалисты НК в зависимости от их подготовки и производственного опыта аттестуются по трем уровням профессиональной квалификации - I, II, III. Согласно квалификация 1 уровня не дает права подписи заключений о результатах контроля, такую возможность имеют специалисты II уровня квалификации и выше. ю, проводят независимые органы по аттестации персонала в сфере НК.
При подготовке и аттестации специалистов могут быть дополнительно использованы следующие учебные материалы:
- фотоальбом дефектов сварки с фотографиями и описанием типовых дефектов;
- Комплект образцов для обучения и аттестации специалистов по визуальному и измерительному контролю
Ультразвуковой контроль
Ультразвуковой метод контроля был предложен советским физиком С.Я. Соколовым в 1928 году и в настоящее время является одним из основных методов неразрушающего контроля. Методы ультразвуковой дефектоскопии позволяют производить контроль сварных соединений, сосудов и аппаратов высокого давления, трубопроводов, поковок, листового проката и другой продукции. Ультразвуковой контроль является обязательной процедурой при изготовлении и эксплуатации многих ответственных изделий, таких как части авиационных двигателей, трубопроводы атомных реакторов или железнодорожные рельсы.
По сравнению с другими методами неразрушающего контроля ультразвуковой метод обладает важными преимуществами:
- высокая чувствительность к наиболее опасным дефектам типа трещин и непроваров
- низкая стоимость
- безопасность для человека (в отличие от рентгеновской дефектоскопии)
- возможностью вести контроль непосредственно на рабочих местах без нарушения технологического процесса
- при проведении УЗК исследуемый объект не повреждается
- возможность проводить контроль изделий из разнообразных материалов, как металлов, так и неметаллов.
К недостаткам ультразвукового метода контроля можно отнести невозможность оценки реального размера и характера дефекта, трудности при контроле металлов с крупнозернистой структурой из-за большого рассеяния и сильного затухания ультразвука, а также повышенные требования к состоянию поверхности контроля (шероховатости и волнистости)
Многообразие задач, возникающих при необходимости проведения неразрушающего контроля различных изделий, привело к разработке и использованию ряда различных акустических методов контроля. Согласно акустические методы контроля делятся на 2 большие группы: использующие излучение и приём акустических колебаний и волн (активные методы) и основанные только на приёме колебаний и волн (пассивные методы).
| Методы | Описание |
| Методы прохождения | выявляют глубинные дефекты типа нарушения сплошности, расслоения. |
| Методы отражения | выявляют дефекты типа нарушения сплошности, определяет их координаты, размеры, ориентацию путём прозвучивания изделия и приёма отраженного от дефекта эхо-сигнала. |
| Импедансный метод | предназначен для контроля клеевых, сварных и паяных соединений, имеющих тонкую обшивку, приклеенную или припаянную к элементам жёсткости. |
| Методы свободных колебаний | применяются для обнаружения глубинных дефектов. |
| Методы вынужденных колебаний (резонансные) | применяются в основном для измерения толщины изделия и для обнаружения зоны коррозионного поражения, расслоений в тонких местах из металлов. |
| Акустико-эмиссионный метод | обнаруживает и регистрирует только развивающиеся трещины или способные к развитию под действием механической нагрузки (квалифицирует дефекты по степени их опасности во время эксплуатации). |
Наиболее широкое распространение в практике ультразвуковой дефектоскопии нашли методы прохождения и отражения (импульсные методы), реже применяют другие методы: резонансный, импедансный и метод акустической эмиссии.
Импульсные методы (прохождения и отражения)
Среди многочисленных методов прохождения и отражения на сегодняшний день наибольшее применение в дефектоскопии нашли: теневой, зеркально-теневой, и эхо-метод. Эхо-метод, в отличии от других, применим при одностороннем доступе к исследуемому объекту, и при этом позволяет определить размеры дефекта, его координаты и характер. В общем случае, суть перечисленных методов заключается в излучении в изделие и последующем принятии отраженных ультразвуковых колебаний с помощью специального оборудования - и (ПЭП) и дальнейшем анализе полученных данных с целью определения наличия дефектов, а также их эквивалентного размера, формы, вида, глубины залегания и пр. Чувствительность ультразвукового контроля определяется минимальными размерами выявляемых дефектов или эталонных отражателей, выполненных в (СОП). В качестве эталонных отражателей обычно используют плоскодонные сверления, ориентированные перпендикулярно направлению прозвучивания, а также боковые сверления или зарубки.
Самой массовой областью применения ультразвуковой дефектоскопии являются сварные соединения. Основным документом в России по ультразвуковому контролю сварных швов является ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые» (), в котором рассмотрены в полном объёме методы контроля стыковых, тавровых, нахлесточных и угловых сварных швов, выполненных различными способами сварки. Также в нём подробно описаны калибровочные () образцы СО-2, СО-3 и СО-3Р, V-1, V-2 и , необходимые для настройки дефектоскопа, а также параметры для их изготовления. Проведение ультразвукового контроля сварных соединений и наплавок оборудования и трубопроводов атомных энергетических установок регламентируется документом ПНАЭ Г-7-030-91 «Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Ультразвуковой контроль» ()
В зависимости от области использования, различают ультразвуковые дефектоскопы общего и специального назначения. Дефектоскопы общего назначения могут использоваться для контроля самой разнообразной продукции, а специализированные дефектоскопы созданы для решения узкоцелевых задач. К наиболее популярным моделям ультразвуковых дефектоскопов общего назначения относятся:
| Производство: Россия | Производство: Россия | Производство: Россия | Производство: Россия | Производство: Чехия |
| Выбрать дефектоскоп в зависимости от необходимого функционала можно . | ||||
Ультразвуковая толщинометрия (резонансный и импульсный метод)
Как правило, ультразвуковой метод толщинометрии применяют в случаях недоступности или труднодоступности объекта для измерения его толщины механическим измерительным инструментом. Ультразвуковая толщинометрия - неотъемлемая процедура при определении толщины стенок труб, котлов, сосудов, то есть объектов замкнутого типа или с односторонним доступом, а также объектов судостроительного и судоремонтного производства. Современные ультразвуковые позволяют измерять толщины от 1 до 50 мм с точностью ±0,001 мм. По физическим принципам, используемым для измерения толщины, акустические толщиномеры делят на резонансные и эхо-импульсные.
Резонансный метод контроля основан на возбуждении и анализе резонансных колебаний в исследуемом объеме изделия, при этом исследование проводится при доступности одной стороны изделия, а погрешность метода составляет менее 1%. Резонансным методом измеряют толщину стенок металлических и некоторых неметаллических изделий (керамика, стекло, фарфор). Кроме того, при помощи резонансной дефектоскопии можно выявлять зоны коррозионного поражения, зоны непроклея и непропоя листовых соединений, зоны расслоения в биметаллах, тонких листах. Резонансные методы вынужденных колебаний в настоящее время не имеют широкого применения, так как задачи дефектоскопии и толщинометрии более точно решают импульсные ультразвуковые методы.
Принцип ультразвуковой импульсной толщинометрии основан на измерении времени прохождения ультразвукового импульса в изделии или в слое и умножении измеренного времени на коэффициент, учитывающий скорость звука в материале изделия. Основные нормативные документы по проведению ультразвуковой толщинометрии:
- ГОСТ Р 55614-201 3 «Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования» ().
- ГОСТ Р ИСО 16809-2015 «Контроль неразрушающий. Контроль ультразвуковой. Измерение толщины» ()
- ПНАЭ Г-7-031-91 «Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Ультразвуковой контроль. Часть III. Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий» ()
К наиболее популярным моделям ультразвуковых толщиномеров можно отнести:
| Производство: Россия | Производство: Россия | Производство: Россия | Производство: Россия | Производство: Россия | Производство: Россия |
| Описания других ультразвуковых толщиномеров можно посмотреть . | |||||
Импедансные дефектоскопы и твердомеры (импедансный метод)
Импедансный метод разработан советским ученым Ю.В. Ланге в 1958 году. Он основан на использовании зависимости полного механического сопротивления (импеданса) контролируемого изделия от качества соединения отдельных его элементов между собой. Этим методом можно выявлять дефекты в клеевых, паяных и других соединениях, между тонкой обшивкой и элементами жёсткости или заполнителями в многослойных конструкциях. Импедансные дефектоскопы широко используются в авиастроении, автомобильной и космической промышленности. Они способны обнаружить непроклеенные участки, расслоения, нарушения целостности и пустоты в различном оборудовании, приборах, конструкциях. Кроме того, метод ультразвукового контактного импеданса широко применяется для измерения твёрдости изделий из металлов и сплавов, таких как сосуды давления различного назначения (реакторы, парогенераторы, коллекторы, котельные барабаны) роторы турбин и генераторов, трубопроводы, детали различных транспортных средств, промышленные полуфабрикаты (отливки, поковки, листы) и т.д. Метод контактного импеданса основан на измерении режима колебаний преобразователя, соприкасающегося с объектом. По амплитудам и резонансным частотам такого преобразователя (часто имеющего вид стержня) судят о твердости материала изделия, податливости (упругому импедансу) его поверхности.
К наиболее популярным моделям ультразвуковых твердомеров можно отнести:
| Производство: Россия | Производство: Россия | Производство: Россия | Производство: Россия | Производство: Россия |
| Описания других ультразвуковых твердомеров можно посмотреть здесь. | ||||
Средства для проведения ультразвукового контроля
Следующим важнейшим инструментом для проведения ультразвукового контроля являются (ПЭП), которые выступают в качестве излучателя и приемника ультразвукового импульса, обрабатываемого дефектоскопом или толщиномером. Принцип действия пьезоэлектрических преобразователей основан на использовании прямого или обратного пьезоэлектрических эффектов. Прямой пьезоэффект представляет собой способность некоторых материалов образовывать электрические заряды на поверхности при приложении механической нагрузки, обратный пьезоэффект заключается в изменении механического напряжения или геометрических размеров образца материала под воздействием электрического поля. В качестве пьезоэлектрических материалов обычно используют естественный материал кварц, турмалин, а также искусственно поляризованную керамику на основе титаната бария (ВаТiO3), титаната свинца (PbTiO3) и цирконата свинца (PbZrO3)
Основные требования к ультразвуковым преобразователям указаны в:
- ГОСТ Р 55725-2013 «Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования» ()
- ГОСТ Р 55808-2013 «Преобразователи ультразвуковые. Методы испытаний» ()
Подробнее о ультразвуковых преобразователях, их классификации, маркировке и применении можно посмотреть .
Для обеспечения хорошего контакта между ультразвуковым преобразователем и контролируемой поверхностью, а также для предотвращения образования воздушного зазора, создающего помехи звуковому импульсу, необходимо использовать различные контактные . Контактная жидкость должна иметь специальный химический состав, соответствующий диапазону температур той или иной контролируемой поверхности и ее структуре. Так, для контроля арматурных стержней и неровных поверхностей необходимо использовать контактный гель высокой степени вязкости, при контроле нагревающихся поверхностей рекомендуется применять контактные гели на водной основе, а при очень низких температурах (до -60ºC) в качестве контактной жидкости можно использовать пропиленгликоль. Также стоит отметить, что в некоторых случаях (в частности, при контроле оборудования, используемого в ядерной промышленности) требуются контактные среды с ограниченным галогенным и серным составом. Подробнее о контактных жидкостях для ультразвукового контроля можно посмотреть .
Важнейшим фактором для качественного ультразвукового контроля изделий, материалов и сварных соединений является обеспечение достоверности и единообразия при проведении контроля, особенно при диагностике объектов повышенной опасности. Метрологическое обеспечение оборудования подразумевает обязательную проверку работоспособности аппаратуры перед проведением ультразвукового контроля с использованием специальных . Существует два вида образцов: калибровочные (стандартные образцы СО) и контрольные образцы предприятия (ранее-стандартные образцы СОП).
Комплект калибровочных образцов необходим для проверки основных параметров аппаратуры (разрешающей способности, мертвой зоны, угла ввода, стрелы ПЭП), а по контрольным образцам предприятия СОП осуществляют настройку глубиномера дефектоскопа и определение уровней чувствительности для проведения контроля конкретного изделия по определенному НД. К используемым калибровочным образцам относятся:
| Калибровочный образец | Материал | Основное назначение | |
| Основные калибровочные образцы
(входят в обязательный перечень оборудования необходимого для ) |
|||
| органическое стекло марки ТОСП |
|
||
|
|||
| Сталь марки 20 или сталь марки 3 |
|
||
| Специальные калибровочные образцы | |||
| Сталь марки 20 | Специальный образец для калибровки ультразвуковых дефектоскопов при контроле качества рельсов, а также деталей и узлов железнодорожного подвижного состава при совмещенной и раздельной схеме работы ПЭП с частотой более 1,5 МГц. | ||
| V-1 | Образец из углеродистой стали с цилиндром из органического стекла | Образец применяют в соответствии с рекомендациями Международного института сварки (МИС) и требованиями EN 12223-2000 (), ISO 2400-2013 () для настройки и проверки параметров дефектоскопа и ПЭП. | |
| V-2 | Образец из углеродистой мелкозернистой стали | Образец применяют в соответствии с рекомендациями Международного института сварки (МИС) и требованиями EN 12223-2000 (), ISO2400-2013 () для настройки и проверки параметров дефектоскопа с использованием малогабаритных и миниатюрных преобразователей. | |
| Подробнее о калибровочных образцах, их классификации и схемах применения можно посмотреть | |||
Контрольные образцы предприятия (СОП) предназначены для настройки глубиномера и чувствительности при проведении ультразвукового контроля конкретного изделия. Наиболее распространенными типами применяемых отражателей при контроле сварных соединений являются: плоскодонные отражатели, «зарубки» и сегменты. Подробнее о назначении, типах и области применения контрольных образцов можно посмотреть здесь.
Помимо технических требований, предъявляемых к процессу ультразвукового контроля, существует и установленный порядок организации работ. Так лаборатории, выполняющие ультразвуковой контроль должны быть аттестованы в соответствии с
- «Правила аттестации и основные требования к лабораториям неразрушающего контроля»
В зависимости от сферы деятельности, специалисты, проводящие ультразвуковой контроль должны быть аттестованы в соответствии с:
- «Правила аттестации персонала в области неразрушающего контроля»
- «Федеральные нормы и правила в области использования атомной энергии»
Аттестацию специалистов в целях подтверждения их уровня теоретической и практической подготовки, необходимого для выполнения работ по конкретному методу контроля проводят независимые органы по аттестации персонала в сфере неразрушающего контроля (НОАП). НТЦ «Эксперт» является экзаменационным центром Независимого органа по аттестации персонала АЦ «НИКИМТ» АО «НИКИМТ-Атомстрой». При подготовке к аттестации специалистами могут быть использованы следующие учебные материалы:
Подробнее о порядке проведения аттестации персонала, перечне необходимых документов и стоимости аттестации можно посмотреть здесь.
Кроме того, в соответствии с требованиями и для проведения ультразвукового контроля конкретного объекта должны быть разработаны , содержащие перечень используемого оборудования, последовательность, параметры и схемы проведения контроля, оценку качества объекта с указанием информативных признаков выявляемых дефектов. Для объектов атомной энергетики технологические карты должны быть согласованы в Головных материаловедческих организациях (ГМО)
Подробнее о разработке и согласовании технологических карт, а также примеры технологических карт на различные методы неразрушающего контроля можно посмотреть .
На сегодняшний день, в России, радиографический контроль чаще всего проводят с использованием пленки. В настоящее время в РA нет стандартов по классификации и методам испытаний радиографических пленок. Одна из классификаций приведена в европейском стандарте EN 584-1 «Стандарт по классификации промышленной рентгеновской пленки и ее использования в радиографическом моделировании». Выбор конкретного типа пленки, зависит от толщины и плотности материала ОК, а также по требуемой производительности и чувствительности. Рекомендуемые типы плёнок обычно приводятся в , методических инструкциях и на объекты контроля.
Крупнозернистые низкоконтрастные плёнки в основном применяются для контроля толстостенных изделий, в которых, как правило, предельно допустимые дефекты имеют большие размеры. Время нормальной экспозиции при использовании крупнозернистых плёнок существенно меньше, чем при использовании мелкозернистых высококонтрастных плёнок используемых для выявления мелких дефектов в деталях из легких сплавов и стали небольшой толщины.
Высококонтрастные пленки требуют больших экспозиций, что существенно снижает производительность контроля. Время экспозиции при работе с такими плёнками можно сократить, используя свинцовые и флуоресцирующие экраны. Коэффициент усиления свинцовых экранов находится в пределах 1,5-3,0, флуоресцирующих – 20-30. Под коэффициентом усиления экранов понимается величина, показывающая, во сколько раз уменьшается экспозиция просвечивания при использовании данного экрана.
В настоящее время так же применяют флуорометаллические усиливающие экраны, выполненные в виде свинцовой подложки с нанесенным на нее слоем люминофора. Эти экраны имеют больший коэффициент усиления, чем металлические, и обеспечивают лучшую чувствительность, чем флуоресцирующие экраны.
В практике радиографии часто применяют комбинацию из (в виде заднего и переднего экранов), между которыми размещают радиографическую плёнку. Применение заднего металлического экрана вместе с увеличением коэффициента усиления уменьшает влияние рассеянного излучения. Толщину металлических экранов, а также материал люминофора выбирают с учетом энергии рентгеновских или гамма лучей. Из-за снижения разрешающей способности радиографических снимков, получаемых с использованием флуоресцирующих экранов, применение последних не разрешается при РГК высокоответственных сварных швов, например, в атомной энергетике.
РК может проводиться промышленными рентгеновскими аппаратами или гамма - дефектоскопами. Выбор конкретного источника излучений проводится в зависимости от просвечиваемой толщины и материала ОК, а так же от заданного класса чувствительности и геометрии просвечивания.
К преимуществам рентгеновских дефектоскопов постоянного действия можно отнести: более высокую мощность и возможность ее регулировки, долговечность, и как правило, более резкое и контрастное изображение. Из недостатков стоит выделить высокую стоимость, большие габариты и большую опасность для персонала.
Несмотря на то что контроль сварных соединений рекомендуется проводить именно рентгеновскими аппаратами, которые по сравнению с гамма - дефектоскопами позволяют обеспечить более высокое качество радиографических снимков, у гамма дефектоскопов так же есть ряд достоинств, среди которых низкая стоимость, меньшие габариты и малый оптический фокус. Основными недостатками являются невозможность регулировки мощности, меньшая контрастность, постепенное затухание активности источника и необходимость его замены.
Гамма - дефектоскопы обычно применяют когда нет возможности использовать рентгеновские аппараты постоянного действия, обычно при контроле небольших толщин, при отсутствии источников питания, и при контроле труднодоступных мест. Основные технические характеристики рентгеновских аппаратов и гамма дефектоскопов содержатся здесь.
Оценку качества сварного соединения по результатам радиографического контроля следует проводить в соответствии с действующей нормативно-технической документацией на контролируемое изделие. При расшифровке снимков определяют вид, размеры и количество обнаруженных на снимке дефектов сварного соединения и околошовной зоны по .
Снимок пригоден для оценки качества сварного соединения, если он удовлетворяет следующим требованиям:
- снимок не должен иметь пятен, полос, загрязнений и механических повреждений эмульсионного слоя плёнки, затрудняющих его расшифровку;
- снимок должен иметь чёткое изображение сварного соединения, маркировочных и ограничительных знаков и эталона чувствительности;
- чувствительность контроля должна соответствовать требованиям нормативной документации;
- оптическая плотность изображения контролируемого участка сварного соединения должна быть в пределах 1,5–3,5;
- уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
В процессе радиографического неразрушающего контроля используется ряд принадлежностей, среди которых трафареты, шаблоны, эталоны чувствительности, маркировочные знаки, мерные пояса, магнитные прижимы, рамки, кассеты, фонари и т.д. Перечень необходимых принадлежностей содержится .
Помимо чисто технических требований предъявляемых к процессу РК, существует и установленный порядок организации работ. Так радиографический контроль на опасных производственных объектах требует обязательной аттестации лаборатории в соответствии с «Правила аттестации и основные требования к лабораториям неразрушающего контроля». Требования, предъявляемые к работникам выполняющим радиографический контроль, должны соответствовать «Правилам аттестации персонала в области неразрушающего контроля» .
Радиографический контроль проводится звеном, состоящим минимум из двух дефектоскопистов, каждый из которых должен иметь документ на право проведения работ. Руководитель звена должен иметь второй или третий уровень квалификации по радиографическому контролю. Для контроля изделий, поднадзорных Ростехнадзору РФ , должна быть разработана которая должна содержать: перечень используемого оборудования и материалов, последовательность контроля, схему просвечивания, требования к чувствительности контроля, нормы контроля, схемы зарядки кассет и т.д. Пример технологической карты по радиографическому контролю содержится .
Работы, связанные с использованием источников ионизирующих излучений, подлежат лицензированию. Чтобы получить разрешение на право проведения этих работ, необходимо обеспечить условия безопасной эксплуатации источников излучения и получить соответствующее разрешение. Основные нормативные документы, содержащие требования к проведения неразрушающего контроля радиографическим методом содержатся в разделе Полезная информация.
Капиллярный контроль
Капиллярный контроль – самый чувствительный метод НК. К капиллярным методам неразрушающего контроля материалов относят методы, основанные на капиллярном проникновении индикаторных жидкостей (пенетрантов) в поверхностные и сквозные дефекты. Образующиеся индикаторные следы регистрируются визуальным способом или с помощью преобразователя. С помощью капиллярных методов определяется расположение дефектов, их протяженность и ориентация на поверхности. Контроль капиллярным методом проводится в соответствии с .
Капиллярная дефектоскопия применяется при необходимости выявления малых по величине дефектов, к которым не может быть применен визуальный контроль
Капиллярные методы используются для контроля объектов любых размеров и форм, изготовленных из черных и цветных металлов и сплавов, стекла, керамики, пластмасс и других неферромагнитных материалов. С помощью капиллярной дефектоскопии возможен контроль объектов из ферромагнитных материалов в случае, если применение магнитопорошкового метода невозможно в связи с условиями эксплуатациями объекта или по другим причинам.
Капиллярная дефектоскопия применяется в таких отраслях промышленности, как энергетика, авиация, ракетная техника, судостроение, металлургия, химическая промышленность, автомобилестроение. Капиллярная дефектоскопия используется при мониторинге ответственных объектов перед приемкой и в процессе эксплуатации
В зависимости от способов получения первичной информации капиллярные методы подразделяют на:
- Цветной (хроматический);
- Яркостный (ахроматический);
- Люминесцентный;
- Люминесцентно-цветной
Процесс выявления несплошностей капиллярным методом подразделяют на пять стадий:
- Подготовка объекта (очистка) ;
- Заполнение полостей индикаторным пенетрантом;
- Удаление излишков индикаторного пенетранта;
- Нанесение проявителя;
- Контроль
Подготовка объекта
Заполнение полостей индикаторным пенетрантом
Заполнение несплошностей пенетрантом может проводиться капиллярным, вакуумным, компрессионным и другими способами. Наиболее распространен капиллярный способ, при котором происходит заполнение полостей пенетрантом при смачивании поверхности с помощью распыления или нанесения кистевым способом.
Благодаря особым качествам, обеспечиваемых подбором веществ с определенными физическими свойствами (поверхностное натяжение, вязкость, плотность), пенетрант после нанесения проникает в мельчайшие несплошности, имеющие выход на поверхность контролируемого объекта. Время, необходимое для воздействия пенетранта, может варьироваться в зависимости от температуры поверхности. Холодная погода усложняет проведение технологического процесса из-за возможной конденсации воды на поверхности объекта и замедления проникновения пенетранта в полости.
Удаление излишков индикаторного пенетранта
Избыток пенетранта удаляется с поверхности протиркой салфеткой, промыванием водой или очистителями, применяемыми при подготовке объекта. Пенетрант должен удаляться с поверхности, но не из полостей несплошностей. Чаще всего рекомендуется наносить очиститель на салфетку, а не на контролируемую поверхность. Увлажненную в процессе очистки поверхность подвергают естественной сушке; допускается сушка в потоке воздуха, а также протирка чистыми гигроскопическими материалами (например, салфеткой без ворса).
Нанесение проявителя
Нанесение проявителя осуществляется распылением, кистевым, погружным, обливным и другими способами. Рекомендуется нанесение одного или двух-трех тонких слоев проявителя. Избыточные количество проявителя может скрывать или затемнять индикаторные следы. В процессе воздействия проявитель растворяет находящийся внутри несплошности краситель и благодаря диффузии и адсорбции «вытягивает» его на поверхность. При правильной технологии нанесения материалов ширина контрастного следа в разы превосходит ширину дефекта, что позволяет невооруженным глазом выявлять мельчайшие трещины.
Видео процесса капиллярной дефектоскопии представлено ниже
Контроль
В результате примененных при цветной дефектоскопии процессов на белом фоне контрастным цветом (как правило, красным) выделяются дефекты. Индикаторные следы несплошностей проявляются после высыхания проявителя; изготовитель может рекомендовать короткий срок дополнительной выдержки (например, пять минут или более) для полного проявления индикаторных следов. Трещины, складки, несплавления в сварных швах обнаруживаются в виде цветных линий. Глубокие дефекты могут проявляться в виде точек, образующих линию. Поры обнаруживаются в виде рассеянных скоплений точек.
Особенность методики контроля сквозных дефектов (трещин, течей) на тонкостенных изделиях заключается в нанесении пенетранта и проявителя с разных сторон контролируемого изделия. Прошедший насквозь пенетрант будет хорошо виден с другой стороны контролируемого объекта.
Результат контроля оценивается визуально и может быть задокументирован с помощью фото- и видеоаппаратуры или перенесен на клейкую пленку.
При применении люминесцентных (флюоресцентных) пенетрантов исследование результатов происходит при ультрафиолетовом освещении в темном помещении. Дефекты проявляются в виде светящихся линий и точек желто-зеленых оттенков.
Наиболее удобной и часто используемой упаковкой для очистителей, пенетрантов и проявителей являются герметичные аэрозольные баллончики. При использовании баллончиков отпадает необходимость в использовании кистей, нет угрозы перерасхода или розлива материала.
Чувствительность метода капиллярной дефектоскопии определяется способностью выявления дефектов данного размера с заданной вероятностью. В качестве параметра размера принимается ширина раскрытия дефекта - поперечный размер дефекта на контролируемой поверхности. Нижний порог чувствительности ограничивается количеством пенетранта, достаточным для получения контрастного изображения. В соответствии с ГОСТ 18442 установлено пять классов чувствительности: I (ширина раскрытия дефекта – менее 1 мкм); II (от 1 мкм до 10 мкм); III (от 10 мкм до 100 мкм); IV (от 100 до 500 мкм) и технологический класс (ширина раскрытия не нормируется). Класс чувствительности устанавливает разработчик объекта контроля.
Для неглубоких и широких дефектов применимо понятие верхнего порога чувствительности, который определяется тем, что из таких дефектов пенетрант может вымываться при удалении его излишков с поверхности.
К достоинствам капиллярных методом дефектоскопии относятся простота операции контроля и применимость к широкому ряду материалов. С помощью капиллярной дефектоскопии не только выявляются поверхностные или сквозные дефекты, но и получается ценная информация об их расположении, протяженности, ориентации и форме, что, как правило, облегчает понимание причин возникновения этих дефектов.
К недостаткам капиллярной дефектоскопии следует отнести невозможность выявления внутренних несплошностей, не имеющих выхода на поверхность. Выявление поверхностных несплошностей, имеющих ширину раскрытия более 500 мкм, капиллярными методами контроля не гарантируется.
Приборы, оборудование и средства контроля, применяемые при капиллярном контроле:
- Наборы для капиллярной дефектоскопии (очистители, проявители, пенетранты) ;
- Пульверизаторы;
- Пневмогидропистолеты;
Контрольные образцы предназначены для определения чувствительности капиллярных методов, а также оценки проникающей способности пенетрантов в соответствии с . Контрольный образец представляет собой металлическую пластину с искусственным дефектом в виде одиночной тупиковой трещины. Образец снабжен паспортом и сертификатом о калибровке, которые содержат фотографию трещины, ее размеры и инструкцию по эксплуатации. При использовании контрольного образца должны соблюдаться условия очистки и хранения. Ресурс использования контрольного образца по КД ограничен количеством возможных применений, которое регламентируется изготовителем.
Магнитный контроль
Магнитная дефектоскопия представляет собой комплекс методов неразрушающего контроля, применяемых для обнаружения дефектов в ферромагнитных металлах (железо, никель, кобальт и ряд сплавов на их основе). К дефектам, выявляемым магнитным методом, относят такие дефекты как: трещины, волосовины, неметаллические включения, несплавления, флокены. Выявление дефектов возможно в том случае, если они выходят на поверхность изделия или залегают на малой глубине (не более 2-3 мм).
Магнитные методы основаны на изучении магнитных полей рассеяния вокруг изделий из ферромагнитных материалов после намагничивания. В местах расположения дефектов наблюдается перераспределение магнитных потоков и формирование магнитных полей рассеяния. Для выявления и фиксации потоков рассеяния над дефектами используются различные методы.
Наиболее распространенным методом магнитной дефектоскопии является магнитопорошковый метод. При использовании метода магнитопорошковой дефектоскопии (МПД) на намагниченную деталь наносится магнитный порошок или магнитная суспензия, представляющая собой мелкодисперсную взвесь магнитных частиц в жидкости. Частицы ферромагнитного порошка, попавшие в зону действия магнитного поля рассеяния, притягиваются и оседают на поверхности вблизи мест расположения несплошностей. Ширина полосы, по которой происходит оседание магнитного порошка, может значительно превышать реальную ширину дефекта. Вследствие этого даже очень узкие трещины могут фиксироваться по осевшим частицам порошка невооруженным глазом. Регистрация полученных индикаторных рисунков проводится визуально или с помощью устройств обработки изображения.
Магнитопорошковый метод неразрушающего контроля регламентируется следующими отечественным и зарубежными стандартами
Российские стандарты:
- Контроль неразрушающий магнитный. Термины и определения;
- Контроль неразрушающий. Магнитопорошковый метод;
- Дефектоскопы электромагнитные. Методы и средства поверки;
- ГОСТ 26697-85 Контроль неразрушающий. Дефектоскопы магнитные и вихретоковые. Общие технические требования.
Европейские стандарты:
- EN ISO 9934-1 Неразрушающий контроль. Магнитопорошковый контроль. Часть 1 Общие принципы;
- EN ISO 9934-2 Неразрушающий контроль. Магнитопорошковый контроль. Часть 2 Материалы для обнаружения;
- EN ISO 12707 Июнь 2000 Неразрушающий контроль. Терминология - Термины, используемыев магнитопорошковом контроле;
- Неразрушающий контроль - Капиллярный и магнитопорошковый контроль. Условия осмотра;
- Контроль неразрушающий. Контроль методом проникающих жидкостей и методом магнитных частиц. Условия наблюдения;
- Контроль неразрушающий. Магнитопорошковый метод. Часть 3. Оборудование;
- ASTM E 709-01 Стандартное руководство по магнитопорошковой дефектоскопии;
- ASTM E1444-05 Стандартная методика тестирования с помощью магнитопорошковой дефектоскопии.
Магнитопорошковый метод применяется для контроля изделий из ферромагнитных материалов, имеющих относительную магнитную проницаемость не менее 40. Чувствительность контроля данным методом зависит от различных факторов, в том числе от магнитных характеристик исследуемого материала, формы, размеров и шероховатости объекта контроля (макс. Ra 10 / Rz 63), напряженности приложенного поля, местоположения и ориентации дефектов и свойств магнитного порошка. Согласно устанавливаются 3 условных уровня чувствительности (А, Б, В). Они характеризуются минимальной шириной раскрытия и минимальной протяженностью выявляемого дефекта.
Видео процесса магнитопорошковой дефектоскопии представлено ниже
Магнитопорошковый метод включает в себя следующие операции:
- подготовка к контролю;
- намагничивание;
- нанесение дефектоскопического материала;
- осмотр поверхности и регистрация индикаторных рисунков;
- размагничивание
Перед проведением контроля изделие должно быть зачищено от масла, окалины и других загрязнений. Подготовку поверхности для уменьшения сил трения осуществляют пескоструйной и механической обработкой. Применяется также грунтовка поверхности красками и лаками, обеспечивающими необходимый контраст с порошком.
Для намагничивания и размагничивания объектов контроля применяются стационарные или передвижные . Дефектоскопы снабжаются измерителями намагничивающего тока, а также устройствами для осмотра поверхности и регистрации индикаторных картинок (измерительные лупы , микроскопы, эндоскопы или автоматизированные системы получения изображений). Используются различные виды намагничивания: циркулярное, продольное, комбинированное.
Магнитопорошковый метод контроля может осуществляться двумя различными способами. При применении способа остаточной намагниченности дефектоскопический порошок наносят после снятия намагничивающего поля. При применении способа приложенного поля операция намагничивания и нанесение порошка осуществляются одновременно. Выбор способа контроля зависит от магнитных свойств материала изделия и требуемой чувствительности.
Применяемые для контроля материалы могут иметь различные оттенки (от светло-серых и желтоватых до красно-коричневых и черных) в зависимости от цвета контролируемой поверхности. Магнитные порошки, на поверхность которых нанесен слой люминофора, позволяют повысить чувствительность метода.
Нанесение магнитного материала осуществляют следующими способами:
- с использованием магнитного порошка (сухой способ);
- с использование магнитной суспензии (влажный способ);
- магнитогуммированной пасты
Сухой порошок равномерно распределяют на поверхности с помощью распылителей или погружением изделия в емкость с порошком. Суспензию наносят путем полива или погружения изделия в ванну с суспензией. Удобны в пользовании аэрозольные баллончики , содержащие суспензии магнитных материалов на водной или масляной основе.
Качество применяемых магнитных материалов оценивается по методикам, приведенным в нормативной документации на их поставку. Перед проведением контроля качество готовых порошков и суспензий определяется на контрольных (стандартных) образцах , имеющих дефекты известного размера и аттестованных в установленном порядке. С помощью контрольных образцов также отрабатывается технология контроля в для достижения заданной чувствительности.
При проведении контроля частицы материала намагничиваются и под действием результирующих сил образуют скопления в виде полосок (валиков). После формирования индикаторной картинки из осевшего порошка осуществляется осмотр контролируемого изделия. При визуальном осмотре могут быть использованы оптические устройства , позволяющие увеличить изображение. Рекомендуется применять комбинированное освещение (местное и общее).
При применении люминесцентных порошков осмотр поверхности проводят при ультрафиолетовом облучении. Используются , а также индукционные источники ультрафиолетового излучения.
Преимущества магнитопорошкового метода неразрушающего контроля заключаются в его относительно небольшой трудоемкости, высокой производительности и возможности обнаружения поверхностных и подповерхностных дефектов. При помощи этого метода выявляются не только полые несплошности, но и дефекты, заполненные инородным веществом. Магнитопорошковый метод может быть применен не только при изготовлении деталей, но и в ходе их эксплуатации, например, для выявления усталостных трещин.
К недостаткам метода можно отнести сложность определения глубины распространения трещин в металле.
Другими методами магнитной дефектоскопии являются феррозондовый и магнитографический методы.
Феррозондовый метод основан на регистрации магнитных полей феррозондовыми преобразователями, в которых взаимодействуют измеряемое поле и собственное поле возбуждения.
В магнитографическом методе применяется запись магнитных полей на магнитный носитель записи (магнитную ленту) с последующим формированием сигналограммы.
Контроль герметичности
Методы контроля герметичности предназначены для выявления течей как в основном материале, так и в сварных, паяных, разъемных и других типах соединений различных изделий.
Методы контроля герметичности весьма разнообразны и их можно классифицировать по различным классификационным признакам: характеру взаимодействия веществ или физических полей с объектом, по первичным информативным признакам, способам получения первичной информации, по чувствительности, по избирательной реакции на пробное вещество, по виду используемых пробных веществ и т.д.
| Газовые методы | Жидкостные методы |
| Масс-спектрометрический:
способ вакуумной камеры; способ щупа; способ обдува; способ накопления при атмосферном давлении. |
Гидравлический:
гидравлический способ; люминесцентно-гидравлический способ; гидравлический с люминесцентным индикаторным покрытием; наливом воды без напора. |
| Манометрический:
способ спада давления; способ повышения давления в барокамере; дифференциальный способ. |
Капиллярный:
с люминесцентными проникающими жидкостями; способ керосиновой пробы; сольватный способ ; капиллярный способ. |
| Пузырьковый:
пневматический способ надувом воздуха; пневмогидравлический аквариумный способ; пузырьковый вакуумный способ ; способ бароаквариума; способ мундштука. |
Химический:
способ проникающих жидкостей; способ индикаторных лент; способ индикаторных покрытий; хемосорбционный способ. |
| Галогенный:
способ вакуумной камеры; способ щупа. |
ГОСТ 24054-80 устанавливает классификацию методов контроля герметичности по первичному информативному признаку, в зависимости от агрегатного состояния применяемых пробных веществ, проникающих через течь, устанавливает две группы методов течеискания: газовые и жидкостные. Каждая из групп включает в себя подгруппы, различающиеся по принципу регистрации пробного вещества - вторичный информативный признак. Подгруппы делятся на способы, различающиеся по условиям реализации методов.
Методы контроля герметичности основаны на регистрации пробных веществ, проникающих через сквозные дефекты контролируемого объекта. В качестве пробных веществ применяют жидкости, газы, пары легколетучих жидкостей.
Пробные вещества должны хорошо проникать через течи и хорошо обнаруживаться средствами течеискания. Они должны быть недорогими, не оказывать вредного действия на людей и объект контроля. Пробное вещество выбирается в зависимости от метода испытания и величины испытательного давления, конструкции изделия, его назначения и нормы герметичности.
В качестве пробных применяют, как правило, инертные газы (гелий, аргон, азот) или имеющие низкое содержание в атмосфере и не взаимодействующие с материалом объекта контроля или веществом внутри него (фреон, элегаз, аммиак, водород и др.). Роль пробного вещества может также выполнять газ, заполняющий контролируемый объект при эксплуатации или хранении (фреон, хлор). Как контрольную среду используют смеси указанных газов с балластными веществами (воздухом, азотом). Нередко в качестве пробного вещества используется воздух, например, при пузырьковом и акустическом методах.
Чем меньше вязкость и молекулярный вес газа, тем лучше он проникает через течи. Главное требование к пробным газам (как и ко всем пробным веществам) - существование высокочувствительных методов их обнаружения.
В некоторых случаях в качестве пробных веществ применяют легколетучие жидкости: этиловый спирт, ацетон, бензин, эфир. Обычно индикаторы улавливают пары этих жидкостей, а способы контроля такими жидкостями относят к газоаналитическим.
К жидким пробным веществам относят воду, применяемую при гидроиспытаниях (гидроопрессовке), воду с люминесцирующими добавками, облегчающими индикацию течей, водные растворы бихромата калия или натрия с технологическими добавками и др.
Тепловой контроль
Тепловой контроль – один из видов неразрушающего контроля, основанный на фиксации и преобразовании инфракрасного излучения в видимый спектр. Тепловой метод применяется во всех отраслях промышленности, где по неоднородности теплового поля можно судить о техническом состоянии контролируемых объектов.
В настоящее время метод теплового неразрушающего контроля (ТНК) стал одним из самых востребованных в теплоэнергетике, строительстве и промышленном производстве. В России повышение интереса к тепловому контролю, во многом связано с принятием Федерального закона № 261 – ФЗ «Об энергосбережении», регламентирующим энергоаудит объектов с целью экономии ресурсов. Согласно данным в законе определениям, базовым методом контроля текущего состояния промышленных объектов является тепловой метод.
Основными достоинствами теплового контроля являются: универсальность, точность, оперативность, высокая производительность и возможность проводить контроль дистанционно. По одной из классификаций, можно выделить следующие виды теплового контроля:
- Тепловизионный контроль
- Контроль теплопроводности
- Контроль температуры
- Контроль плотности тепловых потоков рассчитывать
Условно различают пассивный и активный тепловой контроль. Пассивный ТНК не нуждается во внешнем источнике теплового воздействия. Активный ТНК напротив, предполагает нагрев объекта внешними источниками.
Пассивный метод теплового контроля подразумевает, что возникновение теплового поля в объекте контроля происходит при его эксплуатации или изготовлении. Тепловой контроль с использованием пассивного метода является наиболее распространенным методом ТК и широко применяется практически во всех отраслях современной промышленности. Основное преимущество метода - контроль объектов без вывода из эксплуатации и отсутствие необходимости дополнительных манипуляций связанных с нагревом объекта. Типичные объекты пассивного теплового контроля это строительные конструкции, работающие электроприборы, контакты под напряжением и другие промышленные объекты. Приборы теплового неразрушающего контроля, наиболее часто применяемые при пассивном методе это тепловизоры, пирометры, инфракрасные термометры, измерители тепловых потоков и логгеры данных.
Активный метод теплового контроля применяется, когда во время эксплуатации объект самостоятельно не выделяет тепловое излучение достаточное для проведения ТК. При активном методе теплового контроля, объект нагревается различными внешними источниками. Типичные объекты контролируемые данным методом это многослойные композитные материалы, объекты искусства и другие объекты тредующие внешней тепловой нагрузки.
В зависимости от способа измерения температуры, приборы теплового контроля разделяют на: контактные и бесконтактные.
В настоящее время, наиболее распространёнными приборами для контактного измерения температуры являются: термопары, металлические и полупроводниковые сопротивления, термоиндикаторы, термокарандаши, манометрические и жидкостные термометры. К бесконтактным приборам теплового контроля относятся тепловизоры, термографы, квантовые счетчики, радиационные пирометры и др.
Среди приборов теплового контроля , самыми востребованными в настоящее время являются тепловизоры. Доля задач теплового контроля, решаемая с помощью тепловизоров настолько велика, что часто употребляется термин тепловизионный контроль.
Тепловизор - устройство для наблюдения за распределением температуры исследуемой поверхности. Распределение температуры отображается на дисплее как цветовое поле, где определённой температуре соответствует определённый цвет. В большинстве моделей тепловизоров, информация записывается в память устройства и может быть обработана на ПК при помощи специального программного обеспечения.
Различают наблюдательные и измерительные тепловизоры. Наблюдательные приборы просто выдают инфракрасное изображение наблюдаемого объекта, а измерительные могут присваивать цифровому сигналу каждого пикселя, соответствующую ему температуру, в результате чего получается тепловая карта контролируемой поверхности.
Сегодня тепловизоры являются оптимальным инструментом, применяемым во всех случаях, где по неоднородности теплового поля можно судить о техническом состоянии контролируемых объектов. Тепловизоры позволяют быстро и надежно выявить точки аномального нагрева и потенциально проблемные участки при проведении технического обслуживания в строительстве, энергетике, производстве и других отраслях промышленности. Подробнее со сферами применения современных тепловизоров, можно ознакомиться . Тепловизор входит в перечень оборудования необходимого для аттестации лаборатории НК по тепловому методу.
Пирометры (инфракрасные термометры) - приборы для бесконтактного измерения температуры тел. Принцип действия прибора, основан на измерении мощности теплового излучения в инфракрасном и видимом диапазоне света. Пирометры применяются для решения задач, где по разным причинам не возможно использование контактных термометров. Пирометры часто используются для дистанционного теплового контроля раскаленных предметов и в других случаях, когда физический контакт с контролируемым объектом невозможен из за его труднодоступности или слишком высокой температуры.
Логгеры данных , как правило, используются для измерения температуры и влажности. Логгеры данных подходят для долгосрочного измерения и представляют собой компактный прибор с дисплеем, картой памяти, водонепроницаемым корпусом и возможностью программирования периода работы. Некоторые современные модели имеют возможность одновременного подключения нескольких зондов, позволяя проводить замеры сразу в нескольких помещениях. Данные логгеров анализируются с помощью специального ПО и могут быть использованы для составления отчетов в графической и табличной формах.
Измерители плотности тепловых потоков и температуры используются при строительстве и эксплуатации зданий для определения плотности тепловых потоков, проходящих через ограждающие конструкции по ГОСТ 25380 . Данные приборы позволяют измерять температуру воздуха внутри и снаружи помещения, а также определять сопротивление теплопередаче и термическое сопротивление ограждающих конструкций. Полученные данные теплового контроля передаются на ПК, где происходит их автоматическая архивация и обработка.
Помимо перечисленных электронных приборов, широкое распространение получили различные механические средства теплового контроля, такие как самоклеящиеся этикетки, термокарандаши, температурные индикаторы, высокотемпературная краска, теплоотводящая паста и другие.
Использование теплового метода так же допускает его комбинированное применение с другими методами неразрушающего контроля. Дополнение теплового контроля другими методами НК, как правило имеет смысл когда ТК является методом предваряющим использование более эффективных средств НК или когда синтез различными методами контроля дает более точные результаты.
Комбинирование первого типа возможно, например, при выявлении воды в авиационных сотовых панелях, а так же ударных повреждений и расслоений в композитных материалах. В данных случаях с помощью теплового контроля локализуются потенциально дефектные зоны, после чего более тщательный контроль может быть выполнен с использованием УЗК. Аналогичным образом могут контролироваться заклепочные соединения авиационных панелей, где основной контроль обычно проводится вихретоковым методом.
Комбинирование второго типа как правило применяется для контроля сложных объектов, когда результат синтеза данных, является не простым суммированием отдельных результатов, а создает их новое качество, так называемый эффект синергии. В данном случае одновременное сочетание теплового контроля с другими методами НК, дает возможность получить результирующее изображение, которое будет обрабатываться, и анализироваться только один раз. Помимо более точных результатов, такое комбинирование позволяет существенно снизить временные и финансовые затраты по сравнению с последовательным применением нескольких методов. В настоящее время концепция слияния данных с помощью различных сенсоров активно развивается и уже нашла свое применение в военной и авиакосмической промышленности.
Тепловой контроль опасных производственных объектов перечисленных в приложении 1. ПБ 03-372-00 , выполняется лабораторими НК располагающими аттестованным в установленном порядке персоналом. Подробная информация по аттестации специалистов содержится . Информация по аттестации лабораторий . Порядок лицензирования специалистов проводящих тепловой контроль на объектах, не относящихся к опасным производственным объектам, регулируется соответствующими отраслевыми ведомствами и саморегулируемыми организациями.
Основными документами регламентирующими проведение теплового контроля в РФ являются:
- ГОСТ 23483-79 «Контроль неразрушающий. Методы теплового вида. Общие требования»
- РД-13-04-2006 «Методические рекомендации о порядке проведения теплового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах»
- ГОСТ Р 54852-2011 "Здания и сооружения. Метод тепловизионного контроля качества теплоизоляции ограждающих конструкций"
- СНИП 2302-2003 "Тепловая защита зданий"
- СНИП 2301-99 "Строительная климатология"
- ГОСТ 25380-82 "Метод измерения плотности тепловых потоков"
- ГОСТ 7076-99 "Измерение теплопроводности"
- ГОСТ 26782-85 «Контроль неразрушающий. Дефектскопы оптические и тепловые. Общие технические требования»
- ГОСТ 25314-82 «Контроль неразрушающий тепловой. Термины и определения»
- ОСТ 92-1482 «Неразрушающий контроль теплозащитных покрытий»
- ГОСТ Р 8.619-2006 «Приборы тепловизионные измерительные. Методика поверки»
- РД 153-34.0-20.364-00 «Метод инфракрасной диагностики тепломеханического оборудования»
- РД 153-34.0-20.363-99 «Основные положения метода инфракрасной диагностики электрооборудования и высоковольтных линий.
Для того, чтобы осуществить качественную и полноценную оценку работоспособности различных систем и конструкций на промышленных предприятиях обязательно проводят контроль сварных швов, используя несколько методов, например, . Все методы подразделяются по принципу воздействия на исследуемый объект на две обширные группы: методы неразрушающего контроля и методы разрушающего контроля. Предпочтительней и практичней в применении методы первой группы, но многие из них являются достаточно дорогостоящими и имеют свои особенности проведения. Поэтому экономически выгодней начинать любой контроль сварного шва с самого простого метода — визуальный контроль качества.
Этот способ контроля считается самым доступным и оперативным и потому является обязательным, предварительным методом обследования, перед проведением любого другого метода испытания шва.
Простой оптический метод подтверждения качества сварки металлов
Контроль любого сварочного соединения начинает проводиться еще при непосредственном создании сварного шва. Визуальный контроль является частью работы сварщика, и он периодически проводит внешний осмотр (на непровар, подрез и верность катета) несколько раз до полного окончания всего объема работы. Так же это старейший метод контроля итоговой работы и суть его существенно не поменялась, но методика реализации за последние годы усовершенствовалась.
Проверка сварного шва
Теоретическое определение и инструменты для реализации
Визуально — измерительный контроль (ВИК) сварных швов — это внешний осмотр достаточно крупных сварных конструкций, как невооруженным глазом, так и при помощи различных технических приспособлений для выявления более мелких дефектов, не поддающихся первоначальной визуализации, а также с использованием преобразователей визуальной информации в телеметрическую. ВИК относится к органолептическим (проводится органами чувств) методам контроля и осуществляется в видимом спектре излучений. Визуальное обследование в поисках теоретических дефектов производят с внешней стороны сварного шва, где при их обнаружении можно выполнить минимальные измерения с помощью оптических приборов и инструментов, заключить акт визуального осмотра.
Специалисты-контролеры при проведении визуального контроля сварных соединений используют несколько видов инструментов.
- Обзорные, телескопические, напольные лупы;
- линзы;
- микроскопы;
- эндоскопы и др.
Для проведения контроля в различных условиях работы:
- Приборы цехового назначения. Область рабочей температуры от +5 °С до +20 °С, условия полного покоя, нормальное атмосферное давление, умеренная влажность.
- Приборы полевого использования. Область рабочей температуры от -55 °С до +60 °С, условия умеренной тряски, вибрация, погодные осадки.
Использование данных приборов позволяет проводить более точный поиск дефектов и осуществлять визуально-оптический контроль качества сварных швов на любых объектах.
Визуально-оптический контроль — это второй этап визуального контроля с более широким, увеличенным диапазоном исследования за счет использования оптических приборов. В зависимости от применения метод предназначается для трех основных групп:
- Для поиска и анализа скрытых объектов. Используются приборы: эндоскопы, бороскопы, видеосистемы, перископические дефектоскопы.
- Для проведения контроля объектов, удаленных от рабочего места дефектоскописта. Диапазон применения — расстояние не более 250 мм от глаза контролера. Используются приборы: телескопические лупы, бинокли, зрительные трубы.
- Для обследования мелких близлежащих объектов. Диапазон применения от глаза специалиста на расстояние равное или меньшее 250 мм. Используются приборы: лупы, микроскопы.
Визуальный контроль сварных швов требуется и в условиях непригодных для работы органов чувств человека. В таких областях как: повышенные температуры, опасный радиационный фон, внешняя химически активная среда и другие. А так же в условиях, когда конфигурация исследуемого объекта и его конструкция не позволяет в полной мере произвести анализ качества и измерения дефектов сварных швов (например, из-за большой высоты объекта или подземного его расположения). Тогда в дополнения к оптическим приборам для поиска и анализа скрытых объектов используются:
- платформы дистанционного управления;
- тепловизионные установки;
- световые приборы;
- автоматические системы транспортировки;
- управляемые роботы.
Таким образом, преобразователи визуальной информации позволяют контролировать сварочные швы ванны с раскаленным металлом в процессе переплавки.
Измерительный контроль — это важная составляющая ВИК, который проводится в соответствии со строгими правилами контроля и нормативными документами регулирующими качество. Он заключается в присваивании дефекту категории или типа по одной из характеристик в виде конкретной физической величины, полученной путем практического измерения. Измерительные средства и их метрологические показатели указываются в нормативных документах.
 Мерительный инструмент
Мерительный инструмент
При измерительном контроле применяют следующие инструменты, которые могут входить в обязательный набор инспектора технического надзора или дополнять его:
- измерительные лупы;
- угольники поверочные 90 0 лекальные;
- угломеры с нониусом;
- штангенциркули, штангенрейсмасы и штангенглубиномеры;
- щупы;
- микрометры;
- измерители стенок труб и толщиномеры индикаторные;
- микрометры;
- калибры;
- металлический измеритель длины (рулетки, стальные измерительные линейки);
- нутромеры микрометрические и индикаторные;
- шаблоны: специальные, радиусные, резьбовые и др.;
- УШС-2, УШС-3 (шаблоны для геометрических параметров швов);
- поверочные плиты;
- набор специальных принадлежностей.
Данный метод контроля, ВИК относится к методам осуществимым с минимальным набором инструментов. Он заключается в сборе информации и основан на квалификации специалиста, человеческом факторе, но позволяет составлять акт визуального осмотра сварных швов, который считается объективным документом.
Суть проведения внешнего контроля
Качество формирования сварных швов на поверхности хорошо поддается оцениванию при профессиональном осмотре. Характеристика “качественный” или “не качественный” шов довольно условна, так как это сравнительная величина.
Контроль качества сварных швов и обследование конструкций сооружений, трубопроводов, зданий осуществляют в три взаимосвязанных этапа.
Поэтапный порядок проведения ВИК
- Визуальный (измерительный) контроль. Предварительный контроль шва на наличие коррозии и возможных дефектов с проведением примитивных измерений: ширина, толщина, катет.
- Контроль качества сварных соединений. Контроль качества проводится для уточнения параметров видимых дефектов (после заключения акта о предварительном осмотре), размеров дефектов и искажений сварных швов (процентное отклонение от допустимой нормы).
- Детальное (инструментальное) исследование и запись результатов. Применяются более точные методики:
- вихретоковой метод для определения степени износа сварного шва и усталости металла на изгибах;
- ультразвуковой контроль сварных соединений для обнаружения серьезных глубинных дефектов;
- капиллярная дефектоскопия для поверхностных и сквозных дефектов и так далее.
Своевременно и качественно проведенные осмотры позволяют выявить на ранних стадиях разрушение шва или брака свариваемости и после уточнить причины возникновения дефекта любым неразрушающим способом дефектоскопии.
Преимущества и недостатки проведения данной методики
Преимущества метода ВИК:
- Простой и доступный метод.
- При сборе информации о качестве конструкции позволяет получить до 50% от всего объема.
- Не трудозатратный и не требует дорогостоящего оборудования.
- Легко подвергается проверки и повторному проведению.
Недостатки ВИК:
- Человеческий фактор, который влияет на 100% результатов.
- Низкая достоверность полученных результатов, субъективность.
- Используется только для поиска крупных дефектов (не менее 0,1 – 0,2 мм) и подозрений на возможные.
- Ограниченность исследования только видимой частью конструкции.
- Важна техническая грамотность сотрудников, которые должны правильно подобрать методику измерения, сравнительный шаблон или нормативы и дать точную оценку результатам измерения.
По способу и качеству диагностики даже несовершенный визуальный контроль швов является необходимым методом, как и на стадии проведения комплексной диагностики, так и в течении всего технологического процесса.
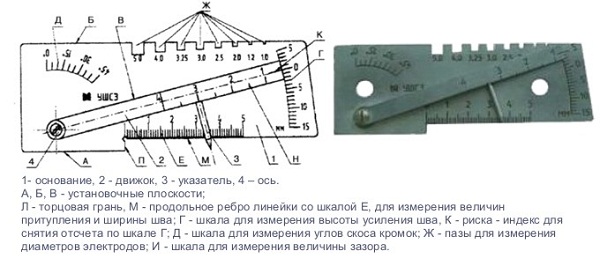 Универсальный шаблон сварщика
Универсальный шаблон сварщика
Возможности метода по выявлению дефектов
Визуальному контролю подвергаются сварные швы:
- при выполнении наплавочных работ на этапе “приема — сдачи” обязательно заключается акт визуального осмотра;
- при контроле многослойного сварного соединения (послойный контроль);
- при итоговом осмотре мест касания сварочной дугой поверхности основного материала.
- при сборке деталей из сборочных единиц под ;
- при автоматическом изготовлении сварных деталей и технической оценки качества материала согласно техническому процессу;
- по истечении установленного срока эксплуатации сварных швов.
Визуальный контроль сварных швов требует обязательного измерения и исключения следующих дефектов:
- поверхностных трещин;
- видимых грубых дефектов;
- плохого качества зачистки металла в зонах приварки (особенно технологических креплений),
а так же контроля и подтверждения наличия:
- клеймения (маркировки) шва и верность ее производства;
- ширины и высоты шва, выпуклости и вогнутости шва;
- верных размеров катетов углового шва.
Дефекты, поддающиеся выявлению
При осмотре сварных швов не вооруженным глазом можно дать оценку:
- неравномерности высоты и ширины швов;
- чрезмерной чешуйчатости;
- наплывов;
- подрезов;
- чрезмерному усилению или ослаблению швов;
- не заваренным кратерам;
- прожогам;
- параметрам катетов углового шва.
Лупы и микроскопы позволяют обнаруживать:
- трещины различного происхождения;
- поверхностные коррозионные повреждения;
- забоины;
- открытые раковины;
- поры;здесь .
Вам нужно качественно и быстро нарезать металл? Эффективный способ описан по ссылке.
Области реализации данной методики
Внешний осмотр сварного шва производится до процедуры зачистки, термической или обработки, а также и после ее выполнения.
При оценке качества сварного шва используют ВИК:
- Как информативный метод описания общего внешнего состояния.
- Как теоретический метод оценки внутреннего состояния шва и как повод для рекомендации проведения более точной проверки.
- Как оценивающий метод условий эксплуатации данного шва, конструкции, системы и всего изделия.
- Как контролирующий метод выявления грубых нарушений технологического процесса.
- Как метод для предварительного заключения при снятии с эксплуатации или фиксирования аварийной ситуации.
- Как прогнозирующий метод возможных мест разрушения конструкций при конкретной совокупности найденных видимых дефектов.
- Как итоговый метод оценки и заключения о правильности, безопасности и стабильности проведения технологического процесса изготовления или ремонта конструкции.
Визуальный и измерительный контроль является весьма эффективным методом проверки и перепроверки качества промышленных материалов и сварных соединений при выполнении строительных работ и при получении акта о завершении строительства, акта о вводе в эксплуатацию, а так же различных других технических актов.




Популярное
- Огэ английский язык тренировочные тесты
- Как подготовиться к УЗИ почек: полезные советы
- К чему снится тюлень мужчинам, женщинам и детям?
- Вкусные крабовые салаты с грибами и кукурузой Крабовый салат с грибами и сыром
- Салат с курицей и огурцом
- Похищение человека видеть во сне
- Молитвы о примирении враждующих после сильной ссоры супругов, родственников, друзей
- «Пошли в лобовую атаку»: как конгресс заставил Дональда Трампа подписать закон о санкциях против России
- Существовал ил на самом деле пророк Даниил?
- БГУ. История БГУ. Белорусский государственный университет Легко ли учиться в БГУ