Обмотки трансформаторов - ремонт трансформаторов и низковольтных аппаратов. Обмотки силовых трансформаторов. Основные типы обмоток
Страница 2 из 3
ТЕХНОЛОГИЯ НАМОТКИ РАЗЛИЧНЫХ ТИПОВ ОБМОТОК: ЦИЛИНДРИЧЕСКИХ, ДИСКОВЫХ, НЕПРЕРЫВНЫХ, ПЕРЕПЛЕТЕННЫХ, ВИНТОВЫХ
Цилиндрическую обмотку выполняют одно-, двух- и многослойной (рис. 2, а, б) из обмоточного провода как круглого, так и прямоугольного сечения. Слой обмотки составляют витки, уложенные вплотную в осевом направлении. Витки состоят из одного илинескольких параллельных проводов, располагаемых обычно рядом в осевом направлении обмотки. Соединение между слоями осуществляется переходом без пайки.
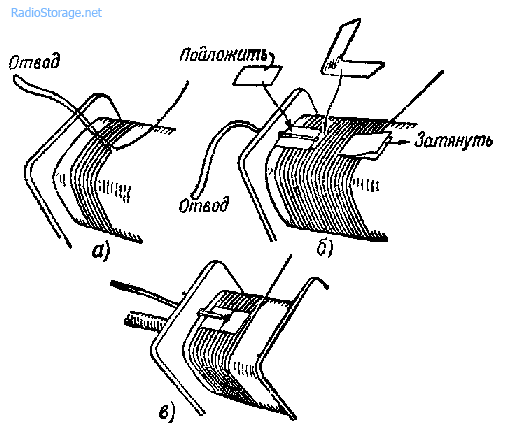
Рис. 2. Намотка цилиндрических обмоток из прямоугольного провода.
а
- укладка первого витка на шаблоне, 6
- укладка последнего витка перед переходом во второй слой; / - шаблон; 2
- опорная шайба; 3
- уравнительный клин; 4
- затяжные петли; 5 - отвод; 6
- бандаж.
Обмотки из прямоугольного провода выполняются в один или несколько параллельных проводов с укладкой плашмя или на ребро. Обмотки изготавливаются одно- и двухслойными. Намотка витков производится обычно на бумажно-бакелитовый цилиндр или гильзу, склеенную из картона. Концы проводов заданной длины изгибают под прямым углом, в местах изгиба между параллельными проводами прокладывают кабельную бумагу или лакоткань и изолируют киперной лентой в полуперекрытие начальный вывод обмотки. Затем вывод обмоток укладывают в прорези упорной шайбы шаблона и закрепляют винтовым зажимом. Для выравнивания винтовой поверхности крайнего витка на шаблон надевают разрезное бакелитовое кольцо (или клин из электроизоляционного картона) и закрепляют его петлями из киперной ленты (в форме восьмерки), как показано на рис. 2, а.
Отрегулировав и установив требуемое натяжение провода, начинают намотку витков первого слоя с частотой вращения станка, равной 18-36 об/мин.
В процессе намотки витки скрепляют петлевыми стяжками из киперной ленты, последовательно пропуская ее поверх провода и под проводом. Каждый виток укладывают вплотную к предыдущему рядом с ним вдоль оси обмотки и, контролируя натяжение провода во время намотки, продолжают намотку заданного числа витков первого слоя, подбивая витки деревянным клином (при малых размерах обмоток) или используя приспособление для осевой и радиальной подпрессовки (при намотке крупных обмоток). Не доматывая 4-5 витков до конца обмотки, закладывают 3-4 стяжные петли, которыми закрепляют последние витки слоя. При укладке последнего витка первого слоя обмотки намечают место перехода витка во второй слой и к нему прикрепляют бандажом уравнительное кольцо, которое затягивают петлей, как показано на рис. 2, б. Затем укладывается междуслоевая изоляция из кабельной бумаги и наматывается следующий слой обмотки. При однослойной обмотке отрезают провод, изгибают и закрепляют бандажом выводной конец обмотки.
В обмотках, имеющих между слоями масляный канал, на междуслоевую изоляцию устанавливается специальная гофрированная картонная прокладка или дистанционные рейки (из картона или дерева). Аналогично описанному выравнивают торцы обмотки кольцами или клиньями.
Закончив намотку всех витков обмотки, отмечают длину и место выводного конца обмотки и отрезают провод. Конец обмотки изгибают под углом 90°, изолируют и закрепляют в вырезе упорной шайбы шаблона. На готовую обмотку по концам или всей длине накладывают бандаж из отбортованной кабельной бумаги или киперной ленты в полуперекрытие. Сняв готовую обмотку с шаблона, ее связывают в осевом направлении четырьмя стяжками киперной ленты и подают на проверку числа витков, а затем на сушку или пропитку в лаке.
Если производится пропитка обмотки в лаке, то обмотки загружают в решетчатые (сетчатые) контейнеры, которые вначале вместе с обмотками погружают в бак с лаком, а затем ставят в печь для запекания.
Обмотки из круглого провода выполняются многослойными, в один или несколько параллельных проводов в витке с укладкой их рядом в слое. Каждый виток в слое укладывается вплотную к предыдущему витку в осевом направлении намотки с переходами из слоя в слой на обоих торцах обмотки. Для защиты от механических повреждений под крайние витки каждого слоя укладывают так называемый бортик - узкую полосу электроизоляционного картона, приклеенную к более широкой полосе кабельной бумаги. Намотка этих обмоток производится с большой частотой вращения- 100-163 об/мин. Плотную намотку и укладку витков осуществляют с помощью натяжного устройства и укладчика витков.
Изготовление многослойных обмоток из круглого провода начинают с изгиба и изолировки конца обмотки, который затем закрепляют на шаблоне. В зависимости от направления намотки на установленный бумажно-бакелитовый цилиндр слева или справа укладывают бортик и наматывают первый виток так, чтобы он прижимал телефонную бумагу и упирался в полоску изэлектроизоляционного картона. Следующие витки укладывают плотно один к другому, при этом бумажная лента зажимается крайними витками обмотки, а бортик надежно изолирует торец обмотки. За 5-6 витков до конца первого слоя устанавливают второй бортик вплотную к опорной шайбе шаблона и производят намотку витков так, чтобы последний виток первого слоя упирался в полоску из электроизоляционного картона. Место перехода во второй слой изолируют телефонной или кабельной бумагой. Аналогично производят намотку всех слоев обмотки. Междуслоевая изоляция, как показано на рис. ,3, а,
укладывается по всей высоте обмотки.

Р и с. 28.3. Намотка многослойных обмоток из круглого провода.
а -
закрепление опорной концевой изоляции (7 - шаблон; 2
- упорная шайба; 3-
отвод; 4
- концевая изоляция - «бортик» из электроизоляционного картона; 5 - телефонная бумага; 6
- витки обмотки; 7- междуслоевая изоляция); б
- отвод петлей и его изолирование (1
- шаблон; 2 - витки обмотки; 3
- электрокартонная коробочка; 4
- бандаж петли; 5 - трубка из лакоткани; 6
- конец петли).
Для образования осевого канала равномерно по окружности укладывают рейки из дерева или электроизоляционного картона и закрепляют их киперной лентой, после чего устанавливают концевую изоляцию и наматывают первые витки очередного слоя обмотки. Для образования канала применяют также прокладки из гофрированного картона. Регулировочные отводы обмотки выполняются в виде петли собственным проводом или из петли полос ленточной меди. Петля нужной длины скрепляется тафтяной лентой, изолируется лакотканью, укладывается в отбортованную коробочку из электроизоляционного картона и закрепляется бандажом, как показано на рис. 3, б. На готовую обмотку накладывают бандаж из тафтяной ленты или кабельной бумаги, и обмотка поступает в сушку (или пропитку).
Многослойные цилиндрические обмотки высоковольтных трансформаторов выполняют проводом круглого и прямоугольного сечений, в последнем случае с расположением провода как на ребро, так и плашмя.
Наиболее распространенной конструкцией цилиндрической регулировочной обмотки (РО) является двухслойная обмотка, которая состоит из двух концентров. Концентр грубой регулировки изготавливают как обычную цилиндрическую обмотку из прямоугольного провода, укладываемого плашмя или на ребро. Донцентр тонкой регулировки наматывают как бы многозаходным (по числу ответвлений обычно равным 8). Такая обмотка состоит из 8 ходов (ветвей), наматываемых одновременно. Каждый такой ход может состоять из одного или нескольких проводников, располагаемых рядом плашмя или на ребро. Намотку обмотки РО производят на раздвижных оправках как на горизонтальных, так л на вертикальных намоточных станках. В зависимости от расположения провода при намотке на ребро (или плашмя) его концы пропускают через соответствующее натяжное приспособление и начинают намотку первого слоя обмотки, укладывая витки непосредственно на бумажно-бакелитовый цилиндр. В процессе изготовления производят прессовку в осевом и радиальном направлениях с помощью приспособления, установленного на штанге намоточного станка. Отрегулировав пружины механизма прижима валика, создают стабильное радиальное давление на наматываемые витки обмотки. В процессе намотки механизм прижима, передвигаясь по винту, обеспечивает и осевую прессовку обмотки.
Особенностью намотки обмоток с укладкой в слое двух и более проводников является выполнение групповых транспозиций в начале каждого слоя, когда две группы проводов одного слоя меняются местами.
Намотка обмоток из фольги производится на станках с горизонтальной осью вращения. Сам процесс намотки обмоток из фольги значительно проще и менее трудоемок, чем процесс намотки из провода (рис. 4), однако требует наличия либо специальных намоточных станков, либо специальных отдающих устройств, пристраиваемых к горизонтально-намоточным станкам для намотки обмоток из провода. Отдающее устройство должно обеспечить установку на него одного или нескольких рулонов из фольги, одного рулона изоляционной ленты или бумаги для подмотки с торцов, механизма отрезки фольги и бумаги, сварочного агрегата для приварки отводов к фольге или лент фольги между собой. 
Р и с. 4. Намотка обмотки из фольги.
/ - фольга; 2 - междуслоевая изоляция; 3
- подмоточная полоса
Технология намотки обмоток из фольги на витые магнитопроводы имеет свои специфические особенности. Главное из иих это то, что намотка обмотки НН производится непосредственно на стержень магнитопровода, а намотку обмотки ВН производят непосредственно на обмотку НН на том же станке. Это выполняется на специальных станках, обеспечивающих намотку как обмоток НН, так и обмоток ВН.
Намотка обмотки или, вернее, «вмотка» обмотки производится на специальную разборную оправку, размещаемую в изоляционном промежутке между магнитопроводом и обмоткой. После намотки всей обмотки оправка разбирается и вынимается из обмотки, а последняя закрепляется на магнитопроводе с помощью» расклинивающих планок. Присоединение отводов к фольге может быть осуществлено с помощью холодной сварки, сварки ультразвуком или аргонно-дуговой.
Дисковая
катушечная обмотка состоит из ряда отдельно намотанных одинарных или двойных катушек, каждая из которых: имеет несколько витков, намотанных один на другой по спирали в радиальном направлении. Намотку таких коротких частей обмотки производят на станках, имеющих только одну переднюю бабку, на которой устанавливают универсальный шаблон. Катушки дисковой обмотки могут отличаться размерами диаметров обмотки, количеством витков, размерами и изоляцией обмоточного» провода, толщиной дополнительной изоляции катушек. Технологический процесс намотки катушек аналогичен для всех исполнений.. Наиболее простой является намотка одинарных катушек. Так как: отдельные катушки, выполненные в виде плоской спирали, не имеют направления, намотку всех одинарных катушек производят либо по часовой стрелке (левыми), либо против часовой стрелки-(правыми), укладывая витки один на другой в радиальном направлении.
Двойные дисковые катушки считаются правыми, если провод; от верхнего наружного конца идет по часовой стрелке, и левыми,., если направление провода против часовой стрелки. Чтобы обеспечить заданное направление намотки дисковой обмотки при ее намотке двойными катушками, намотку первой из них начинают по часовой стрелке - при левой намотке и против часовой-стрелки - при правой намотке. Намотку второй катушки следует производить в обратном направлении, поэтому, намотав все витки-первой катушки, ее связывают в 4-6 местах кусками киперной ленты, отрезают провод, конец катушки выгибают и закрепляют бандажом, а к концу внутреннего витка (начало обмотки) припаивают конец провода со второго барабана. При намотке второй1 катушки изменяют направление вращения планшайбы, рабочий-намотчик меняет рабочее место и продолжает намотку второй* катушки обмоточным проводом с другого барабана, установленного с противоположной стороны станка. Таким образом получают обе катушки с одинаковым направлением намотки.
Если виток состоит из нескольких параллельных проводов, то на внутренних переходах между двумя спаренными катушками выполняют перестановку (транспозицию) параллельных проводов.
Намотку катушек меньших размеров (диаметром до 1500 мм) производят без внутренней пайки, но с перемоткой витков одной катушки. Намотку осуществляют с одной стороны станка, изменяя только направление вращения планшайбы. Вначале производят временную намотку витков одной катушки на вспомогательный шаблон (рис. 5), закрепленный неподвижно на одном шпинделе с основным шаблоном. Витки укладывают рядом, как при намотке слоевой обмотки; длина провода, намотанного на вспомогательный шаблон, должна соответствовать длине всех витков одной катушки. Закончив временную намотку выгибают.
Для намотки второй катушки изменяют вращения станка и используют провод, ранее намотанный на вспомогательный шаблон. Освободив фиксацию вспомогательного шаблона (теперь он может вращаться на шпинделе), пропускают провод через натяжное приспособление, производят намотку второй катушки рядом с уже намотанной первой. Обе катушки имеют одинаковое направление намотки. Концы каждой катушки маркируют, выбивая клеймом номер катушки и фазу обмотки.
При проверке катушек измеряют сечение и толщину изоляции обмоточного провода, радиальный размер, число витков, внутренний и наружный диаметры, а также правильность выполнения переходов и их изоляции.
При необходимости на катушку накладывают дополнительную изоляцию бумажными лентами в полуперекрытие, выполняемую на специальном изолировочном станке.
Изготовление дисковых катушек - весьма трудоемкий технологический процесс. Он существенно упрощается при намотке их на вертикально-намоточных станках. Целесообразно также применять склейку витков в процессе намотки: на обмоточный провод специальным приспособлением наносится тонкий слой метил-целлюлозного клея. Катушка со склеенными витками получается изолируют переход в первую катушку и на основном шаблоне производят намотку первой катушки. После намотки последнего витка отмечают требуемую длину конца, закрепляют его струбциной, связывают катушку в 3-6 местах киперной лентой, обрезают конец обмоточного провода и отгибают конец катушки.

Рис. 5. Намотка катушек дисковой обмотки на вспомогательном шаблоне.
/ - швеллер намоточного станка; 2 -
упорный диск; 3
- стопорный винт; 4 -
шаблон для намотки с уложенной поверх полосой из электрокартона; 5
-полоса из электрокартона; 6
- оправка для временной намотки второго диска; 7 - обмоточный провод; 8
- направляющий ролик.
Непрерывные обмотки трансформаторов различных мощностей и напряжений отличаются числом витков и катушек, сечением и изоляцией обмоточного провода, числом параллельных проводов, размерами каналов и числом реек, расположением регулировочных петель и ответвлений, осевыми размерами, внутренними и наружными диаметрами, расположением присоединяемых катушек, наличием или отсутствием емкостных колец и др. Поэтому наличие тех или иных конструктивных элементов существенно влияет на технологический процесс изготовления обмоток.
Непрерывная обмотка состоит из ряда катушек с каналами между ними. Число катушек в обмотке от 30 до 150. В каждой катушке витки наматываются плашмя один на другой по спирали, т. е. высота катушки равна ширине провода. Число витков в катушке от 2 до 40-50. Катушки непрерывной обмотки наматываются на рейках, образующих вертикальные каналы вдоль внутренней поверхности обмотки. На рейки надеваются прокладки, с помощью которых создаются горизонтальные каналы между катушками. Каждый виток обмотки может состоять из одного или нескольких параллельных проводов. Такое выполнение снижает потери на вихревые токи в обмотках и облегчает намотку катушек. Транспозиция параллельных проводов выполняется в процессе намотки на каждом переходе из катушки в катушку, этим достигается выравнивание их активного и реактивного сопротивлений. Непрерывность намотки обеспечивается в результате перекладывания витков в перекладных катушках. Перекладные катушки вначале наматываются как обычно, а затем витки этих катушек перекладывают в обратном порядке. Переходы из катушки в катушку (внутренний и наружный) осуществляются на уровне крайнего (соответственно внутреннего или наружного) витка изгибом провода на ребро.
Технологические процессы намотки непрерывных обмоток аналогичны для всех исполнений обмоток трансформаторов 10- 330 кВ, но вследствие разнообразия конструкций применяются различные схемы их намотки (рис. 6, а-з).
Намотку обмоток можно производить как на горизонтальных, так и на вертикальных намоточных станках. Рассмотрим намотку непрерывных обмоток на горизонтально-намоточном станке. Вначале ознакомимся с простейшим случаем намотки непрерывной обмотки, когда катушки имеют целое число витков, сечение витка состоит из одного провода с нормальной изоляцией, концы обмотки расположены снаружи, намотка левая по прямой схеме (рис. 6,а). Выполнив подготовительные работы перед намоткой, закрепляют концы провода требуемой длины за деревянную планку (вырез в опорном диске или луч раздвижного шаблона), ослабляют натяжение провода и включают станок, направление вращения - по часовой стрелке.
Производят намотку первой перекладной катушки за несколько приемов: вначале наматывают без натяжения витки временной катушки (рис. 7, а, б)
и выполняют переход в следующую катушку (рис. 7, в), затем вручную выполняют перекладку витков временно намотанной катушки (рис. 7, г, д),
передвигают всю катушку на ее прежнее место и затягивают витки до заданного радиального размера (рис. 7, е).
Перекладку витков временно намотанной катушки производят по одному витку в последовательности, обратной принятой при намотке; вначале снимают верхний виток и укладывают его на рейки из электроизоляционного картона, затем снимают следующий виток и укладывают на ранее снятый и т. д. Когда последний (нижний) виток временно намотанной катушки будет уложен поверх получившейся после перекладки катушки, на нее устанавливают 4-8 (в зависимости от диаметра обмотки) П-образных зажимов для устранения рассыпания витков катушки при затяжке.

Р и с. 6. Типовые схемы непрерывных обмоток.
а
- левая прямая схема обмотки; б - правая прямая схема обмотки; в -левая прямая схема обмотки с наружными отводами; г
- левая прямая схема обмотки с внутренними отводами; д
- правая прямая схема обмотки с наружными отводами; е
- правая прямая схема обмотки с внутренними отводами; ж
- оборотная схема обмотки с наружными отводами; з
- оборотная схема обмотки с внутренними отводами.
Катушку с уже окончательно переложенными витками передвигают на ее постоянное место - вплотную к дистанционным прокладкам и выполняют затяжку витков с помощью натяжного 
Рис.
7. Процесс намотки катушек непрерывной обмотки (виток из одного провода).
а - выполнение наружного перехода постоянной катушки и намотка первого витка перекладной катушки; б
- намотка витков перекладной катушки; в
- выполнение переходов перекладной катушки; г-перекладка витков временной катушки; д
- закончена перекладка витков катушки; е
- перекладная катушка с внутренним переходом для намотки постоянной катушки.
приспособления. В процессе затяжки уплотняют витки секции легкими ударами деревянного молотка в осевом и радиальном направлениях, а затем закрепляют конец обмотки бандажом из киперной ленты или специальной струбциной. Передвигают по рейкам дистанционные прокладки (образующие канал между второй и первой катушками) и производят намотку постоянной катушки с необходимым натяжением провода и уплотнением витков катушки. Плотность намотки витков катушки и контроль натяжения обеспечивают специальные устройства (см. рис. 1). По окончании намотки постоянной катушки на нее устанавливают П-образный зажим-фиксатор, отмечают переход в следующую, третью (перекладную), катушку, выполняют наружный переход и продолжают намотку. На рис. 7 а-е
для большей наглядности изображен процесс намотки пятой, а не первой катушки. Все сказанное в тексте относится ко всем катушкам, начиная с первой.

Рис. 8. Выполнение переходов.
а
- изгиб провода для переходов; б - изолирование внутренних переходов формовочными коробочками; в
- изолирование внутренних и наружных переходов изолирующими прокладками; 1
- провод; 2 -коробочка формованная; 3 -
прокладка фасонная; 4 -
бандаж из ленты; 5 - прокладка простая с отверстиями.
Во всех обмотках переходы (рис. 8, а-в) являются одним из самых опасных мест, так как там наиболее вероятно повреждение изоляции, поэтому они должны быть выполнены очень надежно и аккуратно. В процессе намотки каждый переход выгибают гибочным приспособлением (рис. 8, а) таким образом, чтобы он не выступал в соседний канал, а центр изгиба располагался в середине промежутков между прокладками (по центру поля). После гибки переходы дополнительно изолируются. Внутренний переход всегда изолируется прокладкой или коробочкой, накладываемой на провод сверху, а наружный - снизу (рис. 8,6). Третью катушку выполняют так же, как и первую. Вначале передвигают необходимое число дистанционных прокладок вплотную ко второй катушке, укладывая один виток на другой; после укладки последнего витка выполняют внутренний переход в четвертую (постоянную) катушку, производят перекладку и затягивают витки, как описано выше. После установки прокладок между третьей и четвертой катушками производят намотку четвертой (постоянной) катушки, выполняют наружный переход из четвертой в пятую катушку и продолжают намотку последующих катушек, повторяя технологические приемы намотки постоянных и перекладных катушек.
В нашем примере все нечетные катушки наматывают с перекладкой витков и выполнением внутренних переходов, а все четные постоянными, с наружными переходами. Если требуется выводные концы обмотки расположить внутри, то намотку нечетных катушек производят постоянными, а четных - перекладными. При целом числе витков в каждой катушке начало и конец, а также все переходы будут расположены в одном поле между первой и последней рейками, как показано на рис. 9, а. Цифрами на развертке указаны рейки. Всего их в изображенной обмотке 16. Начало обмотки и все переходы из катушки в катушку выполнены между рейками 1-16.

Рис. 9. Расположения начала обмотки и переходов из одной катушки в другую (непрерывная обмотка в развернутом виде).
а - целое число витков в каждой катушке; б - дробное число витков в каждой катушке.
Но не всегда обмотка имеет целое число витков в каждой катушке. Иногда общее число витков в обмотке такое, что на каждую катушку приходится дробное число витков. В этом случае каждая катушка должна иметь целое число витков плюс какую-то долю одного витка. В результате начало обмотки и переходы из катушки в катушку будут взаимно смешены на какую-то часть окружности. Возьмем для примера случай, когда каждая катушка имеет 4 витка. Расположение начала обмотки и переводы из катушки в катушку получаются так, как показано на рис. 9, б. Начало обмотки расположено между рейками /-16. Переход из первой во вторую катушку- расположен между рейками 15 и 16, т. е. по отношению к началу смещен на 1/16 окружности. Переход из второй катушки в третью расположен между 14 и 15 и т. д. В результате после шестнадцатой катушки один полный виток не будет доложен. Если бы не докладывать 2/16 долей окружности на каждой катушке, то после шестнадцатой оказались бы не доложенными два витка. В той части витка, где не выдерживается радиальный размер катушки из-за недооборота долей витка, необходимо выравнять радиальный размер катушки, проложив полосу изоляционного картона между витками, т. е. выполнить «разгон» радиального размера катушки.

Рис. 10. Переходы между катушками непрерывной обмотки с транспозицией параллельных проводов.
а
- виток состоит из двух проводов; б
- виток состоит из четырех проводов.
Особенностью выполнения переходов многопараллельной обмотки является то, что во время выполнения переходов провода меняются местами: верхний провод становится нижним, второй провод сверху делается вторым снизу и т. д.
В качестве примера возьмем обмотку из двух параллельных проводов, изображенную на рис. 10, а. В первой катушке провод б находится вверху, а провод а
- внизу. После перехода во вторую катушку провода поменялись местами: провод б становится нижним, а провод а
- верхним и т. д. Аналогичная картина получается при большем числе параллельных проводов. Возьмем, например, обмотку из четырех параллельных проводов (рис. 10,6). Провод а,
находившийся в первой катушке, находится наверху, во второй катушке стал нижним; провод б
в первой катушке был вторым сверху,: а во второй катушке он стал
В тех случаях, когда витки обмотки состоят не из одного, а из нескольких параллельных проводов, процесс намотки ведется так же, как и в случае одного провода, за исключением выполнения переходов из одной катушки в другую. В предыдущем случае, когда рассматривали обмотку из одного провода, имели только один переход из катушки в катушку. В случае многопараллельной обмотки число переходов между катушками будет соответствовать числу параллельных проводов обмотки.
третьим сверху, провод в первой катушке был третьим сверху, во второй катушке он стал вторым сверху и, наконец, провод г в первой катушке был нижним, а во второй катушке стал верхним. Указанное изменение расположения проводов (транспонирование) делается для того, чтобы все параллельные провода имели одинаковую длину и находились примерно в одинаковом положении в магнитном поле.
Рассмотрим транспонирование трех параллельных проводов (1 -3) витка обмотки с помощью технологического клина (рис. 11). Намотав заданное число витков постоянной катушки, все параллельные провода последнего витка скрепляют зажимом или связывают лентой (для удобства транспонирования), размечают наружные переходы проводов в следующую перекладную катушку и изолируют их. Вначале изгибают верхний провод, затем второй и последним выгибают третий провод, смещая изгибы каждого последующего провода на одно поле. Чтобы на рейки плавно опустить наружные переходы, расположенные сверху постоянной катушки, применяют технологический (ступенчатый по высоте) клин, который устанавливают на рейки под первый виток перекладной катушки. Применение клина обеспечивает полное прилегание одной параллели витка к другой и правильное расположение всех переходов в заданных полях. На клине укладывают переходы в требуемой последовательности, располагая на каждой ступени по переходу. Первый нижний переход укладывают на первую ступень клина, следующий переход на вторую и так далее, последним на клин укладывают верхний переход первого витка. После укладки переходов на клин изменяется расположение всех параллелей первого витка, т. е. нижний проводник становится верхним, и наоборот, как это показано на рис. 11. Намотав первый виток на клин, второй виток наматывают рядом с ним, а последующие витки укладывают на второй и продолжают намотку в обычном порядке. Взаимное смещение проводов в переходах усложняет счет витков, определение начала и конца катушки, что чрезвычайно важно при намотке.
![]()
Рис. 11. Транспонирование параллельных проводов витка непрерывной обмотки (виток состоит из трех проводов).
Для того чтобы было единообразие в изготовлении обмоток, практикой выработано определенное правило: если виток состоит из нечетного числа параллельных проводников, счет витков и определение начала и конца катушки ведут по среднему проводу; при четном числе параллельных проводников счет витков и определение начала и конца катушки ведут по последнему проводу первой половины или по первому проводу второй половины (см. рис. 10,а, б).
Непрерывная обмотка может иметь регулировочные ответвления. При концентрическом расположении обмоток на стержне магнитопровода регулировочные и другие ответвления от внутренних обмоток выходят вверх и вниз вдоль внутренней и наружной поверхностей «своей» обмотки. При этом в одном поле (между столбами прокладок) помещают один или два отвода. Отводы выполняются из ленточной меди, когда они припаиваются к внутреннему витку, или из обмоточного провода-при присоединении отвода к наружному витку катушки. Заготовки отводов в виде отдельных полос ленточной меди или отдельных проводов вначале собирают в пакет заданного сечения, затем изолируют полосами кабельной бумаги и опрессовывают на прессе. Концы отводов выгибают так, чтобы обеспечить высококачественное выполнение паек с последующим изолированием мест паек и укладкой прокладок, изолирующих отводы от катушек обмотки. Пайку отводов выполняют вблизи переходов. Место пайки тщательно зачищают и изолируют лакотканью, строго выдерживая длину конуса не менее 10-кратной толщины накладываемой изоляции. Под припаянный регулировочный отвод укладывают и бандажируют электроизоляционные прокладки, привязывая их к катушкам обмотки киперной лентой.
Применяют обычно две схемы обмоток с регулировочными ответвлениями - прямую и оборотную. При прямой схеме (рис. 12) обмотка имеет разрыв в середине (см. рис. 6, в, г). Регулировочные ответвления делаются в месте разрыва. Обе половины обмотки являются продолжением одна другой. Поэтому после намотки и пайки отводов первой половины обмотки начинают намотку второй половины. При этом направление намотки витков остается тем же и процесс намотки второй половины точно такой же, как и первой.
Рассматривая рис. 12, мы все время имели в виду, что регулировочные ответвления делались от верхних витков катушек, и таким образом они получались на наружной поверхности обмотки (см. рис. 6, в, д). Между тем бывают случаи, когда ответвления делают от нижних витков катушек, и тогда они располагаются не на наружной, а на внутренней поверхности обмотки, т. е. между катушками и цилиндром. В этом случае процесс намотки обмоток производят иначе: намотку первой половины начинают с середины цилиндра и ведут в направлении к одному из его концов (см. рис. 6, г, е). Затем весь шаблон вместе с первой половиной намотанной на него обмотки переворачивают на бок и намотку второй половины начинают с середины цилиндра в направлении другого его конца.
Рассмотрим теперь намотку обмотки по оборотной схеме, когда обе половины обмотки имеют разное направление намотки. Намотка ее не отличается от описанной выше. Следует лишь точно учитывать расположение отводов - внутри или снаружи обмотки. Если отводы должны быть расположены снаружи, то намотку надо начинать с конца цилиндра и вести ее по направлению к середине. После намотки первой половины весь шаблон вместе с намотанной на него первой половиной обмотки следует развернуть на 180° и, начиная от изготовленной половины, продолжить намотку дальше. В результате получим, что обе половины обмотки будут иметь разное направление намотки витков (см. рис. 6,ж). В том случае, когда обмотку выполняют с внутренними отводами (см. рис. 6,з), процесс намотки начинают с середины шаблона. При этом как первая, так и вторая половина обмотки наматывается без переворачивания шаблона. В этом случае в обеих половинах обмотки также получается разное направление намотки витков.

Рис.
12. Расположение отводов обмотки с прямой схемой (ответвления на наружном витке катушки).
При намотке непрерывных обмоток трансформаторов большой мощности с диаметром обмотки более 1500 мм или большом радиальном размере катушек (больше 140 мм) перекладывание витков временных катушек затруднено, поэтому намотку таких обмоток выполняют одинарными катушками, в ходе намотки соединяя их концы пайкой. На горизонтальном станке намотка производится поочередно с барабанов, установленных по обе стороны намоточного станка. Обмотчик также меняет свое рабочее место и находится со стороны намотки. При намотке каждой катушки изменяют направление вращения планшайбы. Для упрощения технологии намотку таких обмоток более целесообразно производить на станках с вертикальной осью вращения (рис. 13).
Применение двух- и трехжильных подразделенных проводов в обмотках ВН трансформаторов большой мощности обусловило некоторые особенности ее намотки. Это прежде всего относится к выполнению транспозиции при переходах между смежными катушками. Если виток обмотки состоит из двух и более подразделенных проводников, то для выравнивания омического и индуктивного сопротивлений выполняют в указанных на развертке обмотки местах групповые транспозиции и транспозиции элементарных проводников подразделенного провода.
При намотке обмоток на вертикально-намоточных станках вначале выполняют подготовительные работы для намотки и стяжки обмотки. Поднимают планшайбу станка в крайнее верхнее положение, закрепляют на ней нижнюю прессующую плиту с уложенной на ней концевой изоляцией обмотки (для последующей стяжки) и разжимную оправку, настроенную на требуемый диаметр наматываемой обмотки. На оправку устанавливают цилиндр и закрепляют на нем комплект реек с частью набора дистанционных прокладок. Остальную часть дистанционных прокладок, набранных на полосы из электроизоляционного картона, подают к станку. Если по краям обмотки должны быть емкостные и дисковые кольца, то нижние кольца устанавливают на разжимную оправку заранее, после чего начинают намотку непрерывной части обмотки.
Направление вращения станка изменяется при намотке каждой катушки. Разметив месторасположение внутренних переходов первой катушки на всех проводах витка, изгибают и изолируют переходы, закрепляют концы проводов на цилиндре и начинают намотку витков первой катушки в соответствии с заданным направлением намотки. Намотав первый виток, под внутренние переходы прокладывают электроизоляционные прокладки, после чего продолжают намотку оставшихся витков первой катушки. Намотанную катушку закрепляют струбциной, отрезают провода, изолируют и закрепляют наружный конец. Он является началом обмотки. Для продолжения намотки припаивают провода к ранее выполненным внутренним переходам намотанной катушки, изменяют направление вращения шпинделя станка, опускают по рейке дистанционные прокладки образующие каналы, и приступают к намотке витков второй катушки.

Р и с. 13. Намотка высоковольтной обмотки на вертикально-намоточном станке.
Намотанную катушку закрепляют струбциной, выполняют наружные переходы и отрезают концы проводов. Затем устанавливают дистанционные прокладки и подготавливают намотку третьей катушки. Вначале размечают и изгибают внутренние переходы в четвертую катушку, затем изменяют направление вращения и производят намотку витков третьей катушки. Закрепив верхний виток, обрезают провода, после чего соединяют пайкой концы проводников: верхнего витка третьей катушки с концами второй катушки, заранее изогнутых в виде наружных переходов. В процессе намотки непрерывной части обмотки выполняют регулировочные ответвления и петли, как это было описано для намотки на горизонтальных станках. Для удобства работы регулируют высоту рабочей зоны, опуская ниже уровня пола шаблон с уже намотанной частью обмотки (рис. 13).
После намотки последней катушки обрезают концы обмоточного провода, устанавливают емкостные кольца и производят пайку и изолировку концов обмотки и емкостных колец. Затем выполняют предварительную осевую прессовку обмоток, выравнивают все столбы дистанционных и замковых прокладок по отвесу, «прошивают» дистанционные прокладки обмотки рейками или полосами, после чего сжимают лучи разжимной оправки и вынимают ее из обмотки. На верхнее емкостное кольцо устанавливают концевую изоляцию обмотки, технологические прокладки и подставки, опускают на них верхнюю прессующую плиту и стягивают обмотки с плитами стальными шпильками с помощью гайковерта. Отсоединив от планшайбы станка нижнюю прессующую плиту, поднимают мостовым краном стянутую обмотку и передают ее на технологическую обработку.
Способ намотки обмотки одинарными катушками с последующей их пайкой имеет существенный недостаток - большое число паек, что безусловно снижает надежность обмоток. В настоящее время существуют способы непрерывной намотки без пайки на горизонтальных и вертикальных станках.
Переплетенная
обмотка отличается от непрерывной обмотки последовательностью расположения витков в катушках. Если в
непрерывных обмотках последовательность витков-1, 2, 3..... п,
то для переплетенных обмоток последовательность иная - 1, (n/2+l); 2, (п/2 + 2); 3, (n/2 + З); пг,(п/2+m),
где п -число витков в паре катушек; m - порядковый номер витка.
В переплетенной обмотке разность напряжения между соседними витками в п/2 раз больше, чем в непрерывной обмотке. Поэтому к изготовлению переплетенных обмоток предъявляются высокие технические требования (высококачественная пайка, высокая плотность намотки, постоянные размеры переходов и др.). Намотку переплетенных обмоток можно выполнять как на горизонтальных, так и на вертикальных намоточных станках. Как при непрерывной, так и при переплетенной обмотке поочередно производят намотку перекладных и постоянных катушек, транспонируя параллельные проводники витка при переходе из одной катушки в другую. В переплетенных обмотках (в отличие от непрерывных) число обмоточных проводов, используемых при намотке, равно удвоенному числу параллельных проводов витка обмотки.
Для переплетенных обмоток широко используют подразделенный провод марки ПВП. Намотку переплетенных обмоток производят преимущественно на вертикальных намоточных станках без пайки концов смежных катушек (аналогично намотке непрерывных обмоток с применением П
-образных зажимов).
Винтовые
обмотки трансформаторов выполняют как одноходовыми, так и многоходовыми. Винтовая обмотка состоит из ряда витков, наматываемых по винтовой линии, с масляными каналами между ними. Каждый виток состоит из нескольких (от 7 до 140) одинаковых по сечению параллельных проводов, укладываемых плашмя в радиальном направлении. В зависимости от числа проводов в витке винтовая обмотка может выполняться одно-, двух- или многоходовой, т. е. вся обмотка состоит из двух и более отдельных винтовых обмоток, вмотанных в процессе намотки одна в другую. Параллельные провода винтовой обмотки расположены концентрически и находятся на разном расстоянии от ее оси. Если не принять специальных мер, то провода, расположенные ближе к оси, будут короче, а более удаленные от нее будут длиннее. Разница в длине и положении в магнитном поле параллельных проводов вызывает неравенство их активных и индуктивных сопротивлений и, следовательно, неравномерное распределение тока между ними. Для обеспечения равномерного распределения тока по проводникам и соответственно уменьшения добавочных потерь многоамперные обмотки выполняются с перекладкой параллельных проводов витка (транспозицией) в процессе намотки.
Вертикальный канал вдоль внутренней поверхности винтовой обмотки и каналы между ее витками образуются такими же рейками и прокладками, как и у непрерывной обмотки. Намотка может быть правой и левой. Технологический процесс намотки винтовых обмоток одинаков для всех типов силовых трансформаторов. В зависимости от исполнения винтовые обмотки могут отличаться числом параллельных проводов в витке и количеством ходов, радиальным и осевым размерами витков, внутренними и наружными диаметрами, длиной и массой обмотки, сечением и изоляцией обмоточного провода, числом витков и видом транспозиций. При намотке винтовых обмоток очень важно установить барабаны с намотанным на них проводом и скомплектовать начальный конец (вывод обмотки). Технологические барабаны устанавливают на каретку в несколько рядов и в 2-3 яруса так, чтобы все концы от барабана нижнего яруса подводились к зажиму, располагаясь сверху барабана, а верхнего яруса - снизу барабана. Первоначальная укладка проводов производится для каждого вида транспозиций по определенной схеме с тем, чтобы при выполнении транспозиций окручивание проводов было бы минимальным.
Намотку винтовых обмоток значительно упрощает применение транспонированных проводов. Намотка обмотки, виток которой состоит из одного транспонированного провода (как бы одноходо-вой), производится аналогично простой (однослойной) цилиндрической обмотке с той только разницей, что после намотки каждого витка устанавливают дистанционные прокладки между витками.
При сборке активной части трансформаторов I, II габаритов на конвейере надо заранее скомплектовать обмотки ВН и НН каждой фазы.
Сборка обмоток на фазу производится на специальной гидравлической установке. В обойму установки вкладывается обмотка НН, а в направляющие пазы обоймы вставляются клинья, после чего в лоток укладывается обмотка ВН. При включении установки цилиндр своим штоком давит на обмотку НН и клинья, находящиеся в обойме, и запрессовывает их в обмотку ВН. Предварительная сборка обмоток сводит до минимума применение ручного труда и гарантирует высокое качество расклиновки обмоток.
В ряде случаев намотку обмотки ВН удобно выполнять непосредственна на уже намотанную обмотку НН. При этом на обмотку НН устанавливают дистанционные рейки и цилиндр (бумажно-бакелитовый или мягкий) обмотки ВН, после чего наматывают обмотку ВН, как описано выше. Это так называемое «пофазное» производство обмоток широко рекомендуется прежде всего для трансформаторов I, II габаритов.
В процессе намотки обмоток силовых трансформаторов возникает необходимость в соединении концов обмоточного провода. Для надежной работы трансформатора необходимо, чтобы эти соединения были прочны и обеспечивали надежный контакт, поэтому все соединения проводов при изготовлении обмоток выполняют только неразъемными, применяя следующие способы соединения: пайку - для соединения отдельных кусков обмоточного провода, отводов, демпферов, емкостных колец и других; сварку угольными электродами - для соединения обмоток из круглого провода и аргонно-дуговую - для соединения отводов с концами обмотки из алюминиевого провода; холодную сварку - для соединения алюминия с алюминием и алюминия с медью.
Трансформатор представляет собой агрегат, предназначенный для передачи электроэнергии с измененными показателями по сети к конечному потребителю. Это оборудование отличается определенной схемой. Трансформаторы могут понижать или повышать напряжение.
Со временем сердечнику может потребоваться перемотка. В этом случае радиолюбитель сталкивается с вопросом, как намотать трансформатор . Этот процесс занимает достаточно много времени и требует концентрации внимания. Однако сложного ничего в перемотке контура нет. Для этого существует пошаговая инструкция.
Конструкция
Трансформатор работает по принципу электромагнитной индукции. Он может иметь различную конструкцию магнитопривода. Однако одной из самых распространенных является тороидальная катушка. Ее конструкция была изобретена еще Фарадеем. Чтобы понимать, как намотать тороидальный трансформатор или прибор любой другой конструкции, необходимо изначально рассмотреть конструкцию его катушки.
Тороидальные устройства преобразуют переменное напряжение одной мощности в другую. Бывают однофазные и трехфазные конструкции. Они состоят из нескольких элементов. В состав конструкции входит сердечник из ферромагнитной стали. Есть резиновая прокладка, первичная, вторичная намотка, а также изоляция между ними.
Обмотка имеет экран. Изоляционным материалом покрыт и сердечник. Также применяется предохранитель, крепежные элементы. Чтобы соединить обмотки в единую систему, применяется магнитопривод.
Приспособление для намотки
Тороидальные трансформаторы могут быть разных видов. Это необходимо учитывать в процессе создания контура. Намотать трансформатор 220/220 , 12/220 или прочие разновидности можно при помощи специального инструмента.
Чтобы упростить процесс, можно изготовить особый аппарат. Он состоит из которые скреплены между собой металлическим прутом. Он имеет форму рукояти. Этот вертел поможет быстро намотать контуры. Прутик должен быть не толще 1 см. Он будет пронизывать каркас насквозь. При помощи дрели выполнить этот процесс будет проще.
Дрель крепится на плоскости стола. Она будет находиться параллельно. Рукоять должна свободно вращаться. Прут вставляется в патрон дрели. Перед этим на металлический штырь нужно надеть колодку с каркасом будущего трансформатора. Прут может иметь резьбу. Этот вариант считается предпочтительнее. Колодку можно будет зажать с обеих сторон при помощи гайки, текстолитовыми пластинами или дощечками из дерева.
Другие инструменты
Чтобы намотать трансформатор 12/220, импульсный, ферритовый или прочие разновидности конструкций, необходимо подготовить еще несколько инструментов. Вместо представленной выше конструкции можно воспользоваться индуктором от телефона, устройством для перемотки пленки, машиной для шпули с ниткой. Вариантов существует множество. Они должны обеспечить плавность, равномерность процесса.
Также потребуется подготовить прибор для размотки. По своему принципу подобное оборудование похоже на представленные выше устройства. Однако при обратном процессе можно производить вращение без ручки.
Чтобы не считать число витков самостоятельно, следует приобрести специальный прибор. Он будет учитывать количество витков на катушке. Для этих целей может подойти обыкновенный водяной счетчик или велосипедный спидометр. При помощи гибкого валика выбранный прибор учета соединяется с наматывающим оборудованием. Можно сосчитать количество витков катушки устно.
Расчеты
Чтобы понять, как намотать импульсный трансформатор, необходимо произвести расчеты. Если же осуществляется перемотка уже существующей катушки, можно просто запомнить изначальное количество ее витков и приобрести провод идентичного сечения. В этом случае без расчетов можно обойтись.
Но если требуется создать новый трансформатор, нужно определить количество и тип материалов. Например, для устройства с рабочей нагрузкой от 12 до 220 В потребуется аппарат от 90 до мощностью. Взять магнитопривод можно, например, из старого телевизора. Сечение проводника определяется в соответствии с мощностью агрегата.
Количество витков катушек определяется для 1В. Этот показатель приравнивается к 50 Гц. Первичная (П) и вторичная (В) обмотки рассчитываются так:
- П = 12 х 50/10 = 60 витков.
- В = 220 х 50/10 = 1100 витков.
Чтобы определить в них токи, применяется следующая формула:
- Тп = 150: 12 = 12,5 А.
- Тв = 150: 220 = 0,7 А.
Полученный результат необходимо учесть при выборе материалов для создания нового прибора.
Изоляция слоев
Чтобы намотать ферритовый трансформатор
или другую разновидность приборов, необходимо изучить еще один нюанс. Между определенными слоями проводников следует устанавливать Чаще всего для этого применяется конденсатная или кабельная бумага. Все необходимые материалы можно приобрести в специализированных магазинах. Бумага должна обладать достаточной плотностью, быть ровной без просветов или отверстий.
Между отдельными катушками изоляционные слои создаются из более прочных материалов. Чаще всего применяется лакоткань. Ее с обеих сторон обкладывают бумагой. Это необходимо еще и для выравнивания поверхности перед проведением намотки. Если лакоткань найти не удалось, вместо нее можно использовать сложенную в несколько слоев бумагу.
Бумагу режут на полоски, ширина которых должна быть больше, чем контур. Они должны выходить за края обмотки на 3-4 мм. Лишний материал будет подворачиваться вверх. Это позволит хорошо защитить края катушки.
Каркас
Чтобы понять, как правильно намотать трансформатор
, следует уделить внимание каждой детали этого процесса. Подготовив изоляцию, провод и инструмент, следует сделать каркас. Для этого можно взять картон. Внутренняя часть каркаса должна быть больше стержня сердечника.
Для О-образного магнитопривода необходимо подготовить 2 катушки. Для сердечника Ш-образной формы потребуется один контур. В первом варианте круглый сердечник необходимо покрыть изоляционным слоем. Только после этого приступают к намотке.
Если же магнитопривод будет Ш-образный, каркас выкраивают из гильзы. Из картона вырезаются щетки. Катушку в этом случае необходимо будет завернуть в компактную коробку. Щетки надеваются на гильзы. Подготовив каркас, можно приступать к намотке проводника.
Пошаговая инструкция намотки
Будет достаточно просто. Для этого катушку с проводом следует установить в оборудовании для размотки. С нее будет снят старый провод. Каркас будущего трансформатора нужно поставить в оборудование для намотки. Далее можно производить вращательные движения. Они должны быть размеренные, без рывков.
В процессе такой процедуры провод со старой катушки будет перемещен на новый каркас. Между проводом и поверхностью стола расстояние должно составлять не менее 20 см. Это позволит положить руку и фиксировать кабель.
На стол нужно заранее выложить все необходимые инструменты и оборудование. Под рукой должна быть бумага изоляционная, ножницы, наждачная бумага, паяльник (включенный в сеть), ручка или карандаш. Одной рукой необходимо поворачивать ручку устройства для наматывания, а второй - проводник фиксировать. Нужно чтобы витки укладывались равномерно, ровно.
Рассматривая пошаговую инструкцию, как намотать трансформатор , следует уделить внимание последующим операциям. После укладывания проводника каркас потребуется заизолировать. Сквозь его отверстие необходимо продеть конец провода, выведенный из контура. Фиксация будет временной.
Опытные радиолюбители рекомендуют перед проведением намотки сначала потренироваться. Когда получится накладывать витки ровно, можно приступать к работе. Угол натяжения и провода должны быть постоянными. Каждый следующий слой не требуется мотать до упора. Иначе проводник может соскользнуть с предназначенного для него места.
В процессе наматывания витков нужно установить счетчик на нулевую отметку. Если же его нет, нужно проговаривать количество поворотов проволоки вслух. При этом следует максимально сконцентрироваться, чтобы не сбиться со счета.
Изоляцию нужно будет прижать кольцом из мягкой резины или клеем. Каждый последующий слой будет на 1-2 витка меньше, чем предыдущий.
Процесс соединения
Рассматривая, как намотать трансформатор , необходимо изучить процесс соединения проводов. Если при наматывании жила оборвется, следует произвести процесс спайки. Эта процедура может потребоваться и в том случае, если изначально предполагается создавать контур из нескольких отдельных кусков проволоки. Спайку выполняют в соответствии с толщиной провода.
Для проволоки толщиной до 0,3 мм необходимо очистить концы на 1,5 см. Затем их можно просто скрутить и спаять при помощи соответствующего инструмента. Если же жила толстая (более 0,3 мм), можно спаять концы напрямую. Скручивание в этом случае не потребуется.
Если же провод очень тонкий (менее 0,2 мм), его можно сварить. Их скручивают без проведения процедуры зачистки. Место соединения подносят в пламя зажигалки или спиртовки. В месте соединения должен появиться наплыв из металла. Место соединения проводов нужно обязательно изолировать лакотканью или бумагой.
Испытание
Изучив процедуру, как намотать трансформатор, следует учесть еще несколько рекомендаций. Количество витков тонкого проводника может достигать несколько тысяч. В этом случае лучше использовать специальное счетное оборудование. Обмотку защищают сверху бумагой. Для толстого проводника наружная защита не требуется.
Чтобы оценить надежность изоляции, необходимо поочередно касаться выведенным проводником каждого выхода сетевых контуров. Процедуру проверки нужно выполнять очень осторожно. Следует исключить вероятность удара током.
Рассмотрев пошаговую инструкцию намотки трансформатора, можно отремонтировать старый или создать новый прибор. При четком следовании всем ее пунктам удается создать надежный, долговечный агрегат.
При постройке приемника, усилителя или другой радиоаппаратуры радиолюбителю приходится сталкиваться с работой по переделке старого или по изготовлению нового трансформатора.
Радиолюбители, впервые приступающие к такой работе, часто не представляют себе достаточно ясно, как произвести намотку, какой подобрать материал и как испытать изготовленный трансформатор.
Сведения по этим вопросам, почерпнутые из журнальных статей и книг, обычно бывают недостаточны, и радиолюбителю приходится большую часть работы делать, полагаясь на свою смекалку, или прибегать к помощи и советам более опытного товарища.
Учитывая это, автором данной брошюры предпринята попытка дать в систематизированном виде необходимые указания по изготовлению маломощных трансформаторов и научить практическим приемам их намотки в домашних условиях или в радиокружке.
Приспособления для намотки
На заводах при массовом серийном или поточном производстве трансформаторы обычно наматываются на специальных, часто автоматизированных станках. Радиолюбителям трудно, конечно, рассчитывать на специальный намоточный станок, и поэтому намотку трансформаторов они производят обычно или непосредственно от руки, или с помощью простых намоточных приспособлений.
Рассмотрим, как можно из подручных материалов и при помощи обычных инструментов изготовить простые приспособления для намотки.
Простейшее такое приспособление показано на фиг. 1. Оно состоит из двух стоек 1 (или металлической скобы), укрепленных на доске 2, и оси 3 из толстого (диаметром 8-10 мм) металлического прутка, продетого сквозь отверстия в стойках и изогнутого на одном конце в виде рукоятки.
Для намотки провода на готовый каркас 4 изготовляют деревянную колодку 5, по размерам немного меньшую, чем окно каркаса. В колодке просверливают отверстие для насадки ее на ось.
Каркас надевают на колодку, которая затем помешается на оси и закрепляется там шпилькой 6. Для того чтобы каркас не болтался и не съезжал с колодки, между ними надо вставить уплотняющий клин 7 из твердого картона или тонкой фанеры.
Чтобы избежать при намотке осевого люфта, что очень важно для ровной укладки витков, на свободные участки оси между колодкой и стойками необходимо надеть отрезки трубок 8, которые можно изготовить из металлических листочков, обернув их вокруг оси 3.
Фиг. 1. Простейшее намоточное приспособление. 1 - стойки; 2 - доска; 3 - ось; 4 - каркас катушки; 5 - колодка; 6 - шпилька 7-клин; 5-трубки.

Фиг. 2. Намоточное приспособление из дрели. 1 - дрель; 2- тиски; 3 - прут; 4 - гайки.
Для снятия намотанного каркаса нужно вынуть шпильку 6 и вытащить ось 3.
Более удобное и надежное намоточное приспособление выполняется из ручной дрели / (фиг. 2), которую надо зажать в тиски 2 или прикрепить к столу так, чтобы ничто не мешало свободному вращению рукоятки дрели. В патрон дрели зажимается металлический прут 3, на который насаживают колодку с каркасом.
Прут диаметром 4-6 мм лучше всего нарезать, и тогда колодку с каркасом можно зажимать между двумя гайками 4. В этом случае можно обойтись без колодки, зажимая каркас двумя щечками из фанеры или текстолита с отверстиями в центре.
В качестве намоточного приспособления удобно также использовать готовый станочек для текстильных шпулей, моталку для перемотки кинопленки, телефонный индуктор и пр.
Особенно удобна моталка для кинопленки (после небольшой переделки), так как она сделана прочно и имеет мягкий безлюфтовый ход. Переделка ее заключается в замене короткого валика с замком для бобин с кинопленкой на длинную ось с резьбой и барашками для закрепления различных каркасов.
Не меньшее значение для намоточных работ, чем сам намоточный станок, имеет размоточное приспособление, на которое надевается катушка с проводом или каркас старого трансформатора, провод которого используется для новой намотки. Чтобы у разматываемого провода не портилась изоляция, а также чтобы не было толчков (что важно при рядовой укладке витков), провод должен идти совершенно равномерно.
Простейшее приспособление для размотки провода изображено на фиг. 3. Это обычный металлический пруток 1, продетый в отверстия деревянных стоек 2, укрепленных на доске 3.
Изготовление деревянной колодки для каркаса разматываемой катушки 4 в этом случае необязательно. Для того чтобы она не била и не прыгала при размотке, можно из толстого картона или бумаги свернуть нужного диаметра трубку 5, пропустить сквозь нее прут и достаточно плотно вставить ее в окно каркаса.
![]()
Фиг. 3. Простейшее приспособление для размотки провода, 1 - пруток; 2- стойки; 3- доска; 4 - катушка с проводом; 5 - трубка.

Фиг. 4. Станочек для размотки провода. 1 - скоба; 2 - доска; 3-болтики; 4- шпилька; 5 - гайки (барашки); 6 - щечки.
Лучше, однако, изготовить специальное размоточное приспособление, изображенное на фиг. 4. Из полосы мягкой стали или другого подходящего материала сгибается скоба 1, которая крепится к доске 2 (или столу).
В вертикальных стойках скобы делают отверстия (диаметром 5-6 мм) с нарезкой (резьба М-5 или М-6), в которые ввинчивают заточенные с концов на конус болтики 3. Из металлического прута диаметром 5-6 мм изготовляется нарезанная по всей длине шпилька 4, с торцов которой высверлены неглубокие отверстия (3-4 мм).
Конусы и шпилька комплектуются соответствующими гайками (лучше барашками) 5 и щечками 6 для зажима катушки или каркаса с проводом.
Весьма важным в процессе намотки является возможность точного счета числа витков. Простой, но требующий особого внимания способ - это устный отсчет каждого оборота (пли через один оборот) ручки станка. Если обмотка должна содержать большое число витков, то удобнее, отсчитав сотню витков, делать отметку на бумаге (в виде палочки), суммируя затем все отметки.

Фиг. 5. Сочленение счетчика витков с намоточным приспособлением. а - при помощи гибкого валика; б - с помощью шестерен.
В станочке с шестерепчатой передачей учитывается при этом коэффициент передачи, который следует всегда помнить.
Гораздо лучше применение механического счетчика, в качестве которого можно приспособить велосипедный спидометр или счетный механизм от электросчетчика, водометра и т. д.
Сочленение счетчика со станком можно выполнить при помощи гибкого валика (куска толстостенной резиновой трубки), соединяющего ось счетчика с осью стайка (фиг. 5,а). В этом случае каждый раз при установке нового каркаса приходится разъединять сочленение осей, снимая гибкий валик, и после установки нового каркаса надевать его вновь.
Более удобный, но и более сложный способ сочленения заключается в том, что счетчик связывается со станком посредством пары одинаковых шестерен (фиг. 5,6). При этом способе счетчик сцеплен со станком все время.
Каркас для трансформатора
Каркас трансформатора (или дросселя) нужен для изоляции обмоток от сердечника и для удержания в порядке обмоток, изоляционных прокладок и выводов. Поэтому он должен быть изготовлен из достаточно прочного изоляционного материала. Вместе с тем он должен выполняться из достаточно тонкого материала, для того чтобы не занимать много места в окне сердечника.
Обычно материалом для каркаса служат плотный картон (прессшпан), фибра, текстолит, гетинакс и т. п. В зависимости от размеров трансформатора или дросселя толщина листового материала для каркаса берется от 0,5 до 2,0 мм.
Для клейки картонного каркаса можно употреблять конторский универсальный клей или обычный столярный клей. Лучшим клеем, обладающим хорошей влагоустойчивостью, следует считать нитроклей (эмалит, геркулес). Гетинаксо-вые или текстолитовые каркасы обычно не склеиваются, а собираются «в замок».

Фиг. 6. Соразмерность каркаса и пластин сердечника. а - для разъемных пластин; б - для пластин с просечкой среднего керна.
По размерам сердечника определяются форма и размеры каркаса, после чего вычерчиваются, а затем нарезаются его детали. Если применяются трансформаторные пластины с просечкой среднего керна,то высоту каркаса делают на несколько миллиметров меньше высоты окна, чтобы без затруднений можно было вставлять пластины сердечника.
Во избежание ошибок размеры пластин сердечника нужно тщательно измерить (если они неизвестны) и начертить на бумаге эскиз с размерами отдельных частей каркаса. Особенно важно согласование отдельных частей каркаса при сборке его «в замок». Соотношения размеров каркаса и пластин сердечника для разного типа пластин даны на фиг. 6.

Фиг. 7. Выкройка и склейка каркаса для трансформатора.
Обычный каркас для трансформатора можно изготовить так. Сначала вырезают щечки каркаса и выкраивают гильзу с отворотами на торцевых сторонах согласно фиг. 7. Сделав надрезы в местах сгиба, выкройку свертывают в коробочку, причем сторона 1 склеивается со стороной 5. После того обе щечки надеваются на гильзу.
Затем нужно отогнуть отвороты гильзы и, раздвинув щечки на края гильзы, приклеить отвороты к наружным плоскостям щечек. В углы на наружной стороне щечек можно вклеить кусочки того же картона, из которого изготовлялась гильза каркаса. Если клей достаточно прочен и надежен, то гильзу можно делать без отворотов, приклеивая щечки непосредственно на краях гильзы.
![]()
Фиг. 8. Детали сборного каркаса для трансформатора. а - ширина пластины сердечника, плюс зазор, плюс толщина материала деталей 3; б - толщина набора пластин сердечника плюс толщина деталей 2; в -толщина материала.
Более сложным в изготовлении является сборный каркас, но зато он обладает большой прочностью и не требует склеивания. Детали сборного каркаса изображены на фиг. 8.
Они изготовляются следующим образом. Размеры с эскиза путем разметки переносятся на лист материала (текстолита, гетинакса, фибры). Если материал не слишком толст, то детали вырезают ножницами.
Затем напильником пропиливают в них пазы. В щечках 1, после высверливания в них нескольких отверстий, выпиливают окна.

Фиг. 9. Сборка каркаса для катушек трансформатора в замок.
После этого, разложив детали на столе, производят подгонку сторон 2 и 3 гильзы так, чтобы при сборке каркаса сошлись все пропилы и выступы «замка». При разметке и изготовлении деталей 2 у одной из них можно «замочную» часть сделать значительно больших размеров (контуры показаны пунктиром на фиг.
8) для размещения на ней контактов или лепестков для подпайки выводов обмоток. Чтобы не спутать детали, их следует перед сборкой пронумеровать. Порядок сборки каркаса ясен из фиг. 9.
Сразу же после изготовления щечек лучше заранее насверлить в них «в запас» отверстия для выводов. При сборке каркаса или приклейке щечек необходимо учесть, с какой из сторон трансформатора (или с обеих) и на какой из сторон щечек будут сделаны выводы, чтобы правильно расположить стороны щечек, имеющие отверстия для выводов.
Надо обратить внимание на то, чтобы стороны щечек с отверстиями в случае квадратного сечения сердечника не оказались закрытыми пластинами сердечника.
Готовый склеенный или собранный каркас нужно подготовить к намотке, для чего следует напильником скруглить углы гильзы и щечек, а также снять заусеницы. Полезно (но необязательно) промазать или пропитать каркас шеллаком, бакелитом и пр.
Изоляционные прокладки
В ряде случаев между соседними рядами обмоток трансформатора образуется большое напряжение, и тогда прочность изоляции самого провода оказывается недостаточной. В таких случаях между рядами витков необходимо класть изоляционные прокладки из тонкой плотной бумаги, кальки, кабельной, конденсаторной или папиросной бумаги. Бумага должна быть ровной и при рассматривании на просвет в ней не должно быть видимых пор и проколов.
Изоляция между обмотками в трансформаторе должна быть еще лучше, чем между рядами витков, и тем лучше, чем выше напряжение. Лучшая изоляция - лакоткань, но кроме нее, нужна еще и плотная кабельная или оберточная бумага, которые прокладываются также и с целью выравнивания поверхности для удобства намотки сверху следующей обмотки. Один слой лакоткани всегда желателен, однако ее можно заменить двумя-тремя слоями кальки или кабельной бумаги.
Измерив расстояние между щечками готового каркаса, можно приступить к заготовке изоляционных полос бумаги. Для того чтобы крайние витки обмотки не заваливались между краями полос и щечками, бумагу нарезают несколько более широкими полосами, чем расстояние между щёчками каркаса, а края на 1,5-2 мм надрезаются ножницами или просто загибаются.
При намотке надрезанные или загнутые полосы закрывают крайние витки обмотки. Длина полос должна обеспечить перекрытие периметра намотки с нахлестом концов на 2-4 см.
Для изоляции выводов, мест паек и отводов обмоток применяются отрезки кембриковых или хлорвиниловых трубок и кусочков лакоткани.
Для затяжки и закрепления начала и конца толстых обмоток (накальных и выходных), заготавливают куски (10-15 см) киперной ленты или полоски, вырезанные из лакоткани и сложенные для прочности втрое, вчетверо.
Если наружный ряд обмотки близко подходит к сердечнику, то из тонкого листового текстолита или картона вырезают прямоугольные пластинки, которые вставляются между обмоткой и сердечником после сборки трансформатора.
Намоточные и выводные провода
Обмотки трансформаторов, с которыми приходится иметь дело радиолюбителю, чаще всего выполняются проводом с эмалевой изоляцией марки ПЭ или ПЭЛ.
В силовых трансформаторах для сетевых и повышающих обмоток применяется исключительно провод ПЭ, а для обмоток накала ламп - тот же провод или, при большом диаметре (1,5-2,5 мм), провод с двойной бумажной изоляцией марки ПБД.
Выводы концов и отводы от обмоток, выполненных тонким проводом, делаются проводом несколько большего сечения, чем провод обмотки. Для них лучше брать гибкий многожильный провод с эластичной изоляцией (например, хлорвиниловой или резиновой). По возможности желательно брать провода с различной расцветкой, чтобы по ним можно было потом легко узнать любой вывод.
Выводы от обметок, выполняемые толстым проводом, можно делать тем же проводом. На концы или отводы этих обмоток надо надеть кусочки тонкостенных изоляционных трубок. Выводные проводники должны быть такой длины, чтобы их можно было свободно присоединить к элементам схемы или к расшивочной планке (гребенке).
Намотка
Катушка с проводом, предназначенным для очередной намотки, зажимается между съемными щечками нарезной шпильки размоточного устройства. Шпилька с катушкой устанавливается в конусах этого устройства (фиг. 4).
В зависимости от диаметра провода регулируются нажим конусов и степень притормаживания разматываемой катушки. Катушку необходимо зажимать так, чтобы она при размотке не била, так как от этого зависят успешность и легкость укладки провода виток к витку. Размоточное приспособление располагается впереди намоточного станка не ближе 1 м (дальше - лучше).
Подготовленный каркас трансформатора зажимается между двумя свободно насаженными на шпильке щечками.

Фиг. 10. Расположение элементов намотки трансформатора и рук намотчика.
Шпилька затем вставляется в патрон дрели или зажимается на валу намоточного станка. Каркас, так же как и катушку с проводом, надо хорошо отцентровать, чтобы он при намотке равномерно вращался и не бил. Зажимные щетки нужно располагать таким образом, чтобы не закрыть ими отверстий для выводов в каркасе.
Устанавливать катушку с проводом на размоточном приспособлении и намоточный станок на столе надо так, как изображено на фиг. 10. Провод должен итти сверху катушки на верх каркаса трансформатора.
Станок или дрель располагается над столом на такой высоте, чтобы между осью станка и плоскостью стола было расстояние 15-20 см, тогда при намотке левую руку можно свободно положить на стол, не мешая вращению станка с каркасом.
Перед тем как приступить к намотке, надо приготовить изоляционные прокладки, выводные проводники, изоляционную трубку для выводов, лист бумаги и карандаш для отметок при счете витков, если нет счетчика, ножницы для подрезки прокладок, кусочек мелкой наждачной бумаги для зачистки изоляции и разогретый паяльник для припайки выводов. Самому надо свободно сесть против стола (верстака) и поупражняться во взаимодействиях рук.
Правой рукой надо вращать намоточный станок с таким расчетом, чтобы провод ложился на каркас сверху, а левой - придерживать и натягивать провод, направляя его движение так, чтобы он ложился равномерно виток к витку (для этого левую руку надо положить на стол под ось станка или приспособления, вытянув ее как можно дальше вперед). Чем дальше от каркаса направлять провод, тем точнее и легче укладывается провод.

Фиг. 11. Заделка выводных проводов обмотки трансформатора. а-обычная заделка выводного провода; б - намотка при обычной заделке провода; в - заготовка выводного провода с широкой прокладкой; г - намотка при заделке провода с широкой прокладкой; д - заделка последнего вывода обмотки; е - заготовка петлевого выводного провода.
Выверенный и закрепленный на станке или дрели каркас обертывают тонкой бумажной полоской. Чтобы полоска держалась, ее можно слегка приклеить.
Выводной проводник или конец самого наматываемого провода обмотки можно закрепить двумя способами.
Если провод тонкий, то вывод делают другим, гибким проводом. Такой вывод должен быть достаточно длинным, чтобы, пропустив его сквозь отверстие в каркасе, можно было обернуть им (одним оборотом) гильзу каркаса.
К заранее зачищенному и залуженному на 2-3 мм кончику выводного проводника припаивают зачищенный конец наматываемого провода и, изолировав место спайки сложенным вдвое кусочком бумаги или лакоткани, начинают намотку (фиг. 11,а). Изолирующая накладка прижимается при намотке последующими витками (фиг. 11,6).
Продетый в отверстие каркаса вывод надо несколько разобернуть вокруг оси (шпильки) намоточного станка или привязать его к ней, чтобы при дальнейшей намотке он не выдернулся из каркаса. Для большей надежности выводы можно привязывать к гильзе несколькими витками крепкой нитки.
Другой способ заключается в том, что выводной провод после пропуска его сквозь отверстия в щечке каркаса захватывается полоской прокладочной бумаги, край которой загибается под провод (фиг. 11,в). Затем полоска, которая должна иметь ширину каркаса, обертывается вокруг гильзы и прижимает выводной провод.
Под полоску при этом (у конца выводного провода) нужно подложить изолирующую» накладку, которая потом прикроет место спайки выводного и наматываемого проводов.
К выступающему из-под прокладки залуженному концу выводного провода, находящемуся у другой щечки каркаса, припаивают зачищенный кончик наматываемого провода и производят намотку. Изолирующая накладка при этом будет прижата первыми витками обмотки, а выводной конец- витками ее первого ряда (фиг. 11,г).
Намотку нужно производить сначала не спеша, приспосабливая руку так, чтобы провод шел и ложился виток к витку с некоторым натяжением. В процессе намотки данного ряда левую руку следует равномерно передвигать за укладкой витков, стараясь сохранять угол натяжения. Таким образом, последующие витки первого ряда прижимают предыдущие.
Каждый ряд надо на 2-3 мм не доматывать до щечки каркаса, чтобы предотвратить этим проваливание витков вдоль щечки. Особенно это важно при намотке высоковольтных обмоток (например, повышающей в силовом или анодной в выходном трансформаторах).
Перед началом намотки (когда заправлен и припаян первый вывод) счетчик оборотов нужно поставить на нуль или записать его показания. При отсутствии счетчика обороты считают про себя или вслух, причем Каждая сотня оборотов отмечается на бумаге палочкой.
После намотки каждого ряда провод надо оставлять натянутым, чтобы во время наложения бумажной прокладки намотанная часть обмотки не распускалась. Для этого можно прижать провод к щечке каркаса бельевым зажимом. Прокладка должна закрывать весь ряд обмотки. Она склеивается или же временно (до удержания ее витками следующего ряда) прижимается к обмотке резиновым кольцом, которое можно изготовить из тонкой шнуровой резинки.
Последний вывод обмотки можно делать так же, как и первый. Перед намоткой последнего полного или неполного ряда этот выводной проводник вместе с бумажной прокладкой (фиг. 11 ,в) нужно уложить на каркасе и, обернув каркас полосой прокладки, прижать проводник резиновым кольцом.
После намотки последнего ряда наматываемый провод обрезается и после зачистки припаивается к залуженному кончику выводного проводника (фиг. 11,д). Если выводной конец должен выходить из щечки, около которой кончается последний ряд обмотки, то заготовка выводного конца делается в виде петли (фиг. 11,е), которая укладывается на каркасе точно так же, как и обычный выводной проводник.
Отводы от части витков обмотки, наматываемой не слишком тонким проводом (от 0,3 мм и более), можно делать в виде петли тем же проводом (не обрезая его), как это показано на фиг. 12,а. Петля в этом случае пропускается через отверстие сложенной вдвое бумажной полоски, которая затягивается после прижатия ее к обмотке последующими витками (фиг. 12,6).
Можно обойтись и без бумажной полоски, если на петлеобразный отвод надеть изоляционную трубку. Отводы от обмотки, выполняемой тонким проводом (менее 0,3 мм), делаются обычно гибким выводным проводником, который припаивается к проводу, как показано на фиг. 12,в.
Фиг. 12. Отводы от обмотки трансформатора, способы крепления. а - петлевой отвод; б - заделка петлевого отвода; в - отвод из отдельного провода.

Фиг. 13. Крепление концов обмотки трансформаитора из толстого провода. а - крепление первого вывода обмотки; б - крепление последнего вывода обмотки; в - крепление двух выводов двусторонней затяжкой.
Начало и конец обмоток из толстого провода выводятся непосредственно (без отдельных выводных проводов) через отверстия в щечках каркаса. На выходящие из каркаса концы нужно только надеть гибкие изоляционные трубки. Крепление концов обмотки производится с помощью узкой хлопчатобумажной ленты.
Ленту складывают вдвое, образуя петлю, в которую пропускается первый выводной конец провода. Придерживая затем ленту рукой и намотав на нее туго 6-8 витков, петлю затягивают (фиг. 13,а). Так же закрепляется и второй выводной конец обмотки.
Не домотав в этом случае 6-8 последних витков, на каркас кладут сложенную петлей ленту, наматывают последние витки, которые прижимают эту ленту к каркасу, и, пропустив в петлю конец обмотки, затягивают петлю (фиг. 13,6).
Если обмотка из толстого провода содержит небольшое число витков (не более 10), то выводные концы можно закреплять лентой путем двусторонней затяжки, как показано на фиг. 13,в.
В многослойных обмотках из толстого провода после каждого ряда рекомендуется делать бумажные прокладки. Если каркас не особенно прочный, то каждый последующий ряд надо делать на один-два витка меньше, а пустоты между обмоткой и щечками каркаса заполнить потом шпагатом или нитками. Это важно в том случае, когда сверху еще будут другие обмотки.
При обрывах провода во время намотки или когда обмотка выполняется из отдельных кусков провода, концы проводов соединяют следующим образом. У проводов небольшого диаметра (до 0,3 мм) концы на 10-15 мм зачищают наждачной бумагой, аккуратно скручивают их и спаивают. Место соединения проводов затем изолируется кусочком прокладочной бумаги или лакоткани.
Концы более толстых проводов обычно спаиваются без скрутки. Тонкие провода (0,1 мм и меньше) можно сваривать, скрутив концы на 10-15 мм (без зачистки изоляции) и помещая их затем в пламя спиртовки, газа или нескольких спичек. Соединение проводов в этом случае считается надежным, если на конце скрутки образуется небольшой шарик.
Обмотки из тонкого провода с числом витков в несколько тысяч можно наматывать не виток к витку, а «в навал». Однако укладывать витки следует равномерно, чтобы обмотка не имела бугров и провалов. Примерно через каждый миллиметр толщины такой намотки надо делать бумажные прокладки.
Для симметрирования двух обмоток или половин обмоток часто применяют каркасы, перегороженные посредине щечкой. Сначала наматывается одна половина обмотки, а затем каркас перевертывают на 180 градусов и наматывается другая половина.
Так как витки каждой половины обмотки будут при этом намотаны в разные стороны, то при последовательном включении половин нужно соединить их начала или концы. Выводы от обмоток в этом случае удобнее делать с противоположных сторон каркаса.
Обмотки трансформатора или дросселя можно выполнять и без каркаса. Намотка производится в основном так же, как и с каркасом, но прокладки между обмотками (или рядами) делают очень широкими (в три раза шире обмотки) .
По окончании намотки каждой секции выступающие края прокладки разрезают на углах ножницами или лезвием безопасной бритвы и, загибая их, закрывают намотанную секцию (фиг. 14). Торцевые стороны намотанных обмоток нужно залить потом смолкой (от сухих элементов и батарей).

Фиг. 14. Бескаркасная намотка катушки трансформатора.
Снаружи, если верхний ряд витков последней обмотки намотан толстым проводом и выполнен достаточно аккуратно, катушку можно ничем не обертывать. Если же верхняя обмотка сделана из тонкого провода, да еще намотана не виток к витку, то катушку следует обернуть бумагой или дерматином.
Для того чтобы при монтаже трансформатора можно было легко разобраться в выводах и отводах, желательно применять разноцветные выводные проводники. Например, выводы сетевой обмотки трансформатора делать желтыми, начало и конец повышающей обмотки - красными, отвод от середины повышающей обмотки и провод от экрана - черными и т. д.
Можно, конечно, применять и одноцветные выводные проводники, но тогда необходимо на каждый вывод надевать картонную бирку с соответствующим обозначением.
Сборка сердечника и монтаж выводов
Закончив намотку трансформатора, приступают к сборке его сердечника. Если выводы обмоток сделаны с одной стороны щечки каркаса, то он кладется на стол выводами вниз.
Если же выводы сделаны с обеих сторон щечек, то каркас надо расположить так, чтобы внизу оказалось наибольшее число выводов и наиболее толстые из них; верхние же выводы надо сложить в несколько раз и привязать их временно к обмотке, чтобы они не мешали при сборке сердечника (фиг. 15, а). Это особенно важно при форме пластин сердечника с просечкой на среднем керне.
Пластины сердечника силового трансформатора собираются без зазора, в перекрышку (поочередно то слева, то справа), как показано на фиг. 15, б. Сердечники же выходных трансформаторов или дросселей фильтра часто собирают с воздушным зазором, вставляя пластины только с одной стороны (фиг. 15, в).
Чтобы этот зазор оставался неизменным, в стык между пластинами и накладками сердечника вставляют полоску бумаги или картона. В пластинах с просечкой на среднем керне толщина зазора определяется толщиной просечки.

Фиг. 15. Сборка сердечника для трансформатора. а - подготовка каркаса с обмотками для заполнения его пластинами; 6 - сборка пластин сердечника в „перекрышку"; в - сборка пластин сердечника в стык с зазором; г - сборка сердечника из пластин с просечкой среднего керна.
Если каркас не очень прочен, то заполнять его пластинами (особенно в конце сборки) надо очень осторожно, так как иначе можно острым краем среднего керна разрезать гильзу и повредить обмотку. Для предотвращения этого желательно в окно каркаса вставить и загнуть защитную полоску из мягкой стали (фиг. 15, б).
При сборке сердечника из пластин с просечкой среднего керна нужно применять вспомогательную направляющую пластинку (фиг. 15, г), вырезав ее, например, из одной пластины сердечника.
Окно каркаса заполняется возможно большим числом пластин. Если трансформатор был разобран и перематывался, то при его новой сборке надо использовать все вынутые раньше пластины. В процессе сборки сердечник следует несколько раз поджимать, просунув для этого в окно каркаса линейку или пруток.
Последние пластины, если они входят туго, можно забить молотком, легко ударяя им через деревянную подкладку. После этого, поворачивая трансформатор разными сторонами и ставя его на ровную поверхность, надо легкими ударами молотка через деревянную подкладку подравнять сердечник.
Сердечник, после его сборки, должен быть хорошо стянут. Если в пластинах имеются отверстия, то он стягивается болтиками через накладные планки или угольники (фиг. 16, а и б).
Вместе с этим можно установить и щиток с лепестками для подпайки выводных концов обмоток.
Сердечник небольшого размера, собранный из пластин без отверстий, можно стянуть одной общей скобой, вырезанной из нетолстой мягкой стали (фиг. 16,в).
Очень удобно для крепления трансформатора и стягивания его сердечника использовать шасси, на котором трансформатор должен быть установлен. В шасси вырезают окно для прохода нижней части катушки с выводами, устанавливают трансформатор и стягивают сердечник болтиками через общую накладную рамку (фиг. 16, г).
Выводные концы при этом соединяются с соответствующими участками схемы либо непосредственно, либо через установленный на шасси щиток с контактными лепестками.
![]()
Фиг. 16. Сборка трансформатора. а и 6 - трансформаторы с контактными щитками, стянутые болтиками с помощью планок и угольников; в - трансформатор, стянутый скобой (обоймой); г - трансформатор, стянутый болтиками между планкой и шасси.
Простейшие испытания
Трансформатор, после его намотки и сборки необходимо испытать. Силовые трансформаторы испытываются путем включения первичной (сетевой) обмотки в электросеть.
Для проверки отсутствия коротких замыканий в обмотках трансформатора можно рекомендовать следующий простой способ. В сеть последовательно с первичной обмоткой / проверяемого трансформатора включается электрическая лампа Л (фиг. 17), рассчитанная на соответствующее напряжение сети.
Для трансформаторов мощностью 50-100 вт берут лампу 15- 25 вт, а для трансформаторов 200-300 вт - лампу 50- 75 вт. При исправном трансформаторе лампа должна гореть примерно «в четверть накала».
Если при этом замкнуть накоротко какую-либо из обмоток трансформатора, то лампа будет гореть почти полным накалом. Таким путем проверяются целость обмоток, правильность выводов и отсутствие короткозамкнутых витков в трансформаторе.
После этого, проследив за тем, чтобы выводы обмоток не были замкнуты, первичную обмотку трансформатора надо включить на один-два часа непосредственно в сеть (замкнув выключателем Вк лампу Л). В это время можно вольтметром измерить напряжение на всех обмотках трансформатора и убедиться в соответствии их величин с расчетными.

Фиг. 17. Схема для испытания обмоток трансформатора.
Кроме того, нужно испытать надежность изоляции между отдельными обмотками трансформатора. Для этого одним из выводных концов повышающей обмотки II надо поочередно коснуться каждого из выводов сетевой обмотки 1.
В этом случае напряжение повышающей обмотки совместно с напряжением сетевой обмотки будет действовать на изоляцию между этими обмотками.
Таким же образом, прикасаясь выводным концом повышающей обмотки II к выводным концам других обмоток, испытывается изоляция и этих обмоток. Отсутствие искры или слабое искрение (за счет емкости между обмотками) при этом показывает достаточность изоляции между обмотками трансформатора.
Испытание трансформатора нужно производить внимательно, соблюдая осторожность, чтобы не попасть под высокое напряжение повышающей обмотки.
Другие виды трансформаторов (выходные и т. п.) с обмотками из достаточно большого числа витков испытываются таким же образом. Измеряя при этом напряжения на обмотках трансформатора, можно определить коэффициент трансформации.
Убедившись в результате испытания в исправности изготовленного трансформатора, последний можно считать готовым к установке и монтажу.
Справочные таблици
Таблица 1. Характеристики медных эмалированных проводов ПЭЛ и ПШО.


Таблица 2. Число витков, приходящихся на сантиметр длины сплошной намотки.

Таблица 3. Данные выходных трансформаторов от некоторых радиоприемников.

Намотать трансформатор своими руками – процесс не столько сложный, сколько длительный, требующий постоянной концентрации внимания.
Тем, кто приступает к такой работе в первый раз, бывает трудно разобраться, какой материал использовать и как проверить готовый прибор. Пошаговая инструкция, представленная ниже, даст новичкам ответы на все вопросы.
Прежде чем приступить непосредственно к намотке, необходимо запастись всеми необходимыми для выполнения работы приспособлениями и инструментами:
Виды и способы, направления намотки обмоток трансформатора представлены на фото:
Изоляция слоев обмотки
В некоторых случаях между проводами требуется вставить прокладки для изоляции. Чаще всего для этого используют конденсаторную или кабельную бумагу.
Середину соседних трансформаторных обмоток следует изолировать сильнее. Для изоляции и выравнивания поверхности под следующий слой обмотки потребуется специальная лакоткань , которую нужно обернуть с обеих сторон бумагой. Если лакоткани не найдется, то решить проблему можно с помощью все той же бумаги, сложенной в несколько слоев.
Бумажные полосы для изоляции должны быть шире обмотки на 2-4 мм.
Для проверки , прежде всего надо определить выводы всех его обмоток. Полезные советы о том, как проверить трансформатор мультиметром на работоспособность, читайте в следующей статье.
Алгоритм действий
- Провод с катушкой закрепить в устройстве намотке , а каркас трансформатора – в устройстве намотки. Вращения делать мягкие, умеренные, без срывов.
- Провод с катушки опустить на каркас.
- Между столом и проводом оставить минимум 20 см , чтобы можно было расположить на столе руку и фиксировать провод. Также на столе должны находиться все сопутствующие материалы: наждачная бумага, ножницы, бумага для изоляции, включенный паяльный инструмент, карандаш или ручка.
- Одной рукой плавно вращать намоточное устройство, а второй – фиксировать провод. Необходимо, чтобы провод ложился ровно, виток к витку.
- Трансформаторный каркас заизолировать , а выведенный конец провода продеть сквозь каркасное отверстие и ненадолго зафиксировать на оси намоточного устройства.
- Намотку следует начинать без спешки: необходимо «набить руку», чтобы получалось укладывать обороты друг рядом с другом.
- Нужно следить, чтобы угол провода и натяжение были постоянными. Мотать каждый последующий слой «до упора» не следует, т. к. провода могу соскользнуть и провалиться в каркасные «щечки».
- Счетное устройство (если есть) установить на ноль либо внимательно считать витки устно.
- Изолирующий материал склеить или прижать мягким кольцом из резины.
- Каждый последующий оборот на 1-2 витка делать тоньше предыдущего.
О намотке катушек трансформатора своими руками смотрите в видео-ролике:
Соединение проводов
Если в ходе наматывания произойдет разрыв, то:
- тонкие провода (тоньше 0,1 мм) скрутить и заварить;
- концы проводов средней толщины (менее 0,3 мм) следует освободить от изоляционного материала на 1-1.5 см, скрутить и спаять;
- концы толстых проводов (толще 0,3 мм) нужно немного зачистить и спаять без скрутки;
- место спайки (сварки) заизолировать.
Важные моменты
Если для намотки используется тонкий провод, то количество витков должно превышать несколько тысяч . Сверху обмотку необходимо защитить бумагой для изоляции или дерматином.
Если трансформатор обмотан толстым проводом, то наружная защита не требуется.
Испытание
После того, как с намоткой будет закончено, необходимо испытать трансформатор в действии , для этого следует подключить к сети его первичную обмотку.
Чтобы проверить прибор на возникновение коротких замыканий, следует последовательно подключить к источнику питания первичную обмотку и лампу.
Степень надежности изоляции проверяется посредством поочередного касания выведенным концом провода каждого выведенного конца сетевой обмотки.
Проводить испытание трансформатора следует очень внимательно и осторожно, дабы не попасть под напряжение повышающей обмотки.
Если неукоснительно следовать предложенной инструкции и не пренебрегать ни одним из пунктов , то намотка трансформатора вручную не будет представлять никаких сложностей, и справиться с ней сможет даже новичок.
Данная статья не претендует на звание бестселлера научно популярной литературы, а скорее руководством для начинающих. В статье рассказывается сам процесс намотки, а не его расчёт.
Рано или поздно в практике каждого радиолюбителя возникает вопрос о том чем питать то или иное устройство. Самые ходовые мощности УНЧ это 2*100 или 2*200. Поэтому оптимальным вариантом есть «бублик» на 150 ватт габаритной мощности, в первом случае такой нужен один для 2 каналов, в другом парочка для двойного моно. Тороидальный трансформатор обладает лучшим соотношением размер-мощность, высокий КПД, а также минимальными помехами. Именно поэтому их так любят аудиофилы. Рассмотрим процесс намотки этого типа трансформаторов более подробно.
Основное, что должен знать и главное понимать человек который мотает трансформатор:
- длина провода (количество витков) это напряжение;
- сечение проводника- это ток которым можно нагружать его;
- если число витков в первичной цепи малое, то это лишний нагрев провода;
- если габаритная мощность недостаточная (потребляется больше возможного) , это опять таки тепло;
- перегрев трансформатора приводит к снижению надёжности.
Итак, что нужно для намотки:
- Трансформаторное железо в форме тора (далее я напишу где взять);
- Лакопровод (на обмотку трансформатора нужен обмоточный провод);
- Скотч малярный (бумажный);
- Клей ПВА;
- Тканевая изолента или киперка;
- Кусочки провода в изоляции;
- И последнее, но главное - это желание.
ТРАНСФОРМАТОРНОЕ ЖЕЛЕЗО
Рассказывать о том как рассчитать мощность железа я не буду для этого есть уже очень много статей… Расчёт мощности сложен с практической точки зрения, так как не известна марка стали, качество её производства. Поэтому два сердечника с одной габаритной массой имеют разные параметры. Рассмотрим пример намотки сердечника на уже «отработанном» сердечнике. Один из самых легко доставаемых сердечников, качество которого достойно внимания. Является сердечник из советского стабилизатора «Украина-2»(сн-315). В своё время их много погорело, и на рынке можно достать такой аппарат за 20 грн… Нас интересует тор. Намотан этот бублик алюминиевым лакопроводом, мы нещадно его сматываем (или скусываем), нам необходим сердечник (аккуратно чтобы не повредить сердечник). Алюминиевый провод можно использовать для других целей (веники скручивать или провода), или как в моём случае я его переплавляю для других целей (делаю радиаторы). После сматывания получается красивый сердечник с габаритами 96-54-32 мм, соответственно наружный, внутренний диаметр и высота. Ниже приведён пример такого сердечника (Рис.1). Габаритная мощность такого сердечника не менее 120 ватт (проверено на практике).

Перед намоткой необходимо подготовить железо к намотке. Если посмотрите на углы трансформатора то уведите что они под углом 90 градусов, в этих точках будет изгибаться провод и будет облущиваться лак, что б этого не было необходимо обработать углы напильником скруглив их максимально (понимаю что лень но нужно). Минимальный радиус окружности 3мм. На Рис.1 видно что углы уже обработаны, и тор готов к намотке. Небольшая хитрость, при обработке углов напильником необходимо избегать зализывания стали, дабы слои между собой оставались не замкнутыми! Для этого следует производить движения напильником вдоль направления трансформаторной ленты. После обработки рекомендую просмотреть углы на замыкание слоев и доработать их мелким напильником.
Что-б изолировать сердечник от обмотки необходимо его изолировать ТКАНЕВОЙ изолентой (или киперкой пропитанной парафином-воском). Лучше использовать изоленту из шириной около 25мм (Рис.2), тогда будет максимальное покрытие металла в один слой, что позволяет экономить место в окне. Конец намотки не заклеиваем (читаем дальше).

После этих операций сердечник готов к намотке и мы переходим к следующему шагу.
ЛАКОПРОВОД
Лакопроводом я называю электрический проводник изоляция которого сделана из лака (по культурному намоточный или обмоточный провод). Бывает разных марок ПЭВ, ПЭВ-2, ПЭТ-155 и другие. Рекомендую использовать ПЭВ-2, насыщенный оранжевый цвет. Также очень хорошо себя показал провод очень тёмный с виду (ПЭЛ), цвета гнилой вишни, такой имеет толстый слой изоляции, что позволяет его использовать для трансформаторов высоковольтников (более 500В). К примеру провод ПЭВ-2, диаметром 1,6мм имеет толщину изоляции около 0,06-0,07мм, а «чёрный» 0,1-0,11мм.
Расчёт сечения провода очень интересный процесс. На эту тему в интернете есть много литературы, и писать о всяких расчётах и тонкостях я не буду (Google в помощь). В зависимости от выбранной вами плотности тока будет разное сечение провода. Главное, что требуется это правильно соотношение мощностей. Необходимо чтоб мощность вторичной обмотки не привышала больше возможности первичной. Как известно КПД трансформаторов в виде тора очень высок и равняется около 97%, поэтому при намотке тора мощностью в 200 ватт, 6 ватт потерь это мелочь которой можно пренебречь. Считаем, что мощность первичной обмотки больше или равна мощности сумме всех вторичных обмоток.
Пример расчёта. Нужно намотать трансформатор. Первичная обмотка рассчитана на 220В. Вторичных обмоток две по 28В. Диаметр провода первичной обмотки 0,6мм в лаке. Толщина лака около 0,06мм и того «чистый» диаметр провода первичной обмотки около 0,54мм. Подставляем в формулу площади круга и получаем сечение 0,228 мм 2 (если вы не знаете как я это рассчитал то купите усилитель и не заморачивайтесь). И так за пропорциею получаем 220В/28В*2=3,92 это значит что вторичная обмотка должна иметь сечение в 3,92 раза толще за первичную обмотку. Как вы видите я не использовал мощность и соответственно плотность тока. Каждый берет плотность тока какую считает правильной (для себя я принимаю 4А/мм 2 , и мои мысли подтверждают реальный тест транса который я дальше опишу).
Для сердечника который описан выше лучше использовать провод по первичке не менее 0,6мм в диаметре. Провод такого сечения и необходимой длины можно найти в старых ламповых телевизорах, ввиде петель размагничеваний. На рынке всегда есть люди которые занимаются покупкой старых телевизоров («барахольщики»), у них можно найти необходимый провод. У нас на рынке есть два вида петель: маленькие и большие, меньшие по 20 грн, большие по 50.
Маленькие по диаметру, таких в телевизорах используется по 2 штуки. Диаметр такой половинчатой петли размагничивания около 40-50см, сечения проводника где-то около 0,6мм. При качественной укладке этой петли хватает на намотку первичной обмотки одного тора с запасом в пару метров.
Если же использовать большую петлю, то длина провода такой буквально в полтора раза больше маленькой по этому выгоднее покупать маленькие петли. Бывает попадается петля от лампового, цветного телевизора, длина провода в такой петле аналогична но сечение провода может достигать 0,7мм. Если вам такая попалась значит повезло.

И так вы нашли петлю размагничивания как правило она обмотана киперной тканью (тряпочная полоска), а сверху прозрачной лентой или изолентой. Возле выводов проводов находится стык, где можно зацепится и аккуратно размотать петлю. Не нужно срезать, спиливать, срывать изоляцию вы можете повредить провод, кроме того эта изоляция нам ещё понадобится. После сматывания у нас остаётся красивый провод который можно использовать. Некоторые перематывают провод на «челнок», лично я так не делаю, зачем провод лишний раз изгибать, если он и так нужной формы, кроме того если наматывать маленькие торы, то челнок займёт больше места и может не пролезть в окно, а также повредить лак. Перед тем как начать его наматывать необходимо сделать скрутки чтоб провод не разъезжался. Для того чтоб делать скрутки необходимо взять кусочки одножильного провода (желательно в ПВХ-изоляции) длиной по 5-7см. Обматываем петлю по кругу из несильно плотным шагом, потом в ходе намотки чтоб добавить (отмотать провода) нужно будет просто прокрутить эту пружинку и провод отделится (смотрим фото Рис.3).
Теперь наша петля имеет один конец с наружной части, а другой где-то внутри, нам нужен именно наружный. Далее вернёмся к железу которое у нас уже обработано и обмотано изолентой или киперкой. Помните мы не заклеивали край вот зачем (смотри на Рис.4). С той стороны где будет верх транса(выводы вверх выходят) на углу тора делаем надрез по центру изоленты и продеваем туда лакопровод уже в изоляции это будет отвод начала обмотки. Некоторые рекомендуют припаивать кусочек гибкого многожильного провода в изоляции и делать такой отвод. Меня такой вариант не устраивает потому что таким образом я не знаю какой провод находится в первичке, а так даже через десяток лет микрометром померил и знаешь что можно жать с него, а с отводом кто знает что там за сечение. Хотя дело ваше.
Изготовим выводы для провода. Выводы обмоток необходимо «усилить» при помощи дополнительной изоляции. Для этих вещей очень хорошо подходит ПВХ-изоляция (советская белая), но ещё лучше подходит изоляция из провода необходимого сечения. Применять термоусадку можно, но лучше использовать ПВХ или изоляцию потому как первая имеет свойство изгибаться в одном месте что нам очень не нужно мы от этого пытаемся защитится дабы провод не отломался. Для того, чтобы стянуть изоляцию рекомендую взять провод который имеет дополнительную изоляцию в виде нитки обмотанную вокруг проводника. В этом случае нить не дает сильной связи между ПВХ и медью и позволяет стянуть изоляцию. Чтоб было проще стягивать провод нужно немного перегибать (под 45 градусов). Рекомендую за раз «натягать» изоляции и пользоваться. (Рис.2).
Отечественные обмоточные провода
Наибольшее распространение получили обмоточные провода в эмалевой изоляции на основе высокопрочных синтетических лаков с температурным индексом (ТИ) в диапазоне 105...200. Под ТИ понимается температура провода, при которой его полезный ресурс не менее 20000 ч.
Медные эмалированные провода с изоляцией на основе масляных лаков (ПЭЛ) выпускаются с диаметром жилы 0,002...2,5 мм. Такие провода обладают высокими электроизоляционными характеристиками, которые практически не зависят от внешнего влияния повышенных температур и влажности.
Проводам типа ПЭЛ свойственна большая зависимость от внешнего воздействия растворителей, относительно проводов с изоляцией на основе синтетических лаков. Обмоточный провод ПЭЛ можно отличить от других даже по внешнему признаку - эмалевое покрытие по цвету близко к черному.
Медные провода типов ПЭВ-1 и ПЭВ-2 (выпускаются с диаметром жилы 0,02...2,5 мм) имеют поливинилацетатную изоляцию и отличаются золотистым цветом. Медные провода типов ПЭМ-1 и ПЭМ-2 (с тем же диаметром, как и ПЭВ) и прямоугольные медные проводники ПЭМП (сечением 1,4...20 мм2) имеют лакированную изоляцию на поливинил-формалевом лаке. Индекс «2» в соответствующем обозначении проводов ПЭВ и ПЭМ характеризует двухслойную изоляцию (повышенной толщины).
ПЭВТ-1 и ПЭВТ-2 - эмалированные провода с температурным индексом 120 (диаметром 0,05...1,6 мм), они имеют изоляцию на основе полиуретанового лака. Такие провода удобно монтировать. При пайке не требуется зачищать лакированную изоляцию и применять флюсы. Достаточно обычного припоя марки ПОС-61 (или аналогичного) и канифоли.
Эмалированные провода с изоляцией на полиэфирамидной основе ПЭТ-155 имеют ТИ равный 155. Они выпускаются с жилами не только круглого сечения (диаметра), но и прямоугольного (ПЭТП) типа с диаметром проводника 1,6-1 1,2 мм2. По своим параметрам провода ПЭТ близки к рассмотренным выше проводам типа ПЭВТ, но имеют более высокую стойкость к нагреванию и тепловому удару. Поэтому обмоточные провода типов ПЭВТ и ПЭТ, ПЭТП особенно часто можно встретить в мощных трансформаторах, в том числе в трансформаторах для сварочных работ.
ПРОЦЕСС НАМОТКИ
Для намотки транса вам потребуется 4-5 вечеров и по 2 часа времени, почему не менее 4 дней поймёте дальше.
Один конец провода мы уже запустили и прижали. Далее начинается самое муторное намотка. Мотать рекомендую так. Берём транс (пока что железо), одеваем перчатку или берём в руку какую либо ветошь из натуральной ткани. Усаживаемся на диван или кровать включаем фильм который уже видел или музыку (чтоб не сильно отвлекаться), и начинаем мотать. Каждый виток продеваем в кольцо железа. Мотать нужно виток к витку из внутренней стороны (некоторые умудряются с наружной, каким образом не представляю).
Для того чтоб легче было считать витки их лучше группировать по 5 или 10 витков. Натягивать провод необходимо не чётко перпендикулярно (пунктир красная линия) к касательной (чисто красная), а слегка наклонено в сторону намотки(желтый), как будто внутренняя часть намотки идёт впереди наружной (Рис.5). Таким образом намотки провод при натяжке будет сам прижимается к другим уже уложенным виткам. Если у вас провод погнутый он идеально не уложится поэтому он должен быть максимально прямым, для этого во время намотки его нужно сильно натягивать тем самым его выпрямляя. Вот зачем нужны перчатки или ветошь, если не применять перчатки то пальцы и ладонь очень быстро устают и болят. Если наматывать провод сечением больше 1,5мм (очень тяжело) то рекомендую провод для простоты выпрямления слегка перегибать под натяжкой.
(Отец моего друга мотает сварочники 50 герц, вторичка шинка медь 35 квадратов укладывает руками идеально ровно, так он изгибает 5 копеек украины в пельмень- пальцами).

Во время намотки провод осматривается на наличие изъянов, особенно в местах изгиба, если лак нарушен то замазываем его аккуратно изолирующем цапон лаком или краской (на крайний случай обычным лаком для ногтей).
Когда намотали слой до конца. Между слоями необходимо делать межслойную изоляцию. Мне повезло и у меня есть некоторые заначки лакоткани, причем ткань такая что тянется и пропитана чем то липким. Такая если прилипает друг до друга(сложилась) то её очень сложно разделить. От неё слипаются пальцы. Такая лакоткань идеальный изолятор, кроме того обмотка не дребезжит даже при перегрузке. Но такое есть у очень малого числа людей. Теже функции изолятора очень хорошо реализовать при помощи малярного скотча.
После того как намотали слой берём и изолируем его при помощи малярного скотча. Делаем полосочки шириной где-то по 15мм. И этими полосками обматываем транс изначально что-б про изолировать внутреннюю часть намотки провода (изнутри бублика). Затем изолируем пробелы с наружной части бублика. В результате изоляции скотчем получится, что изнутри изоляция накладыванием слоев, станет в два раза толще, с наружи одинарная. После того как обмотали необходимо обильно смазать тор клеем ПВА, это делается для того что-б скотч не разматывался, а также он станет крепче и как будто цельный. Помимо всего клей будет удерживать обмотки что-б те не «гудели». Клея жалеть не нужно, смазываем пальцем и слегка втираем. После чего тору необходимо высохнуть. Я обычно мотаю тор вечером, намотав слой пропитываю клеем, а сам тор для хорошей циркуляции воздуха, ложу на игольчатый радиатор. За ночь тор высыхает и его можно мотать дальше. Вот почему минимум 4 вечера потребуется на намотку (4 вечера- 4 слоя). При необходимости можно ускорить процесс высыхания феном. Мотаем следующий слой… сам процесс намотки аналогичен и ни чем не отличается. По окончанию намотки конец намотки помещаем в такую же изоляцию как в начале обмотки. Затем конец обмотки закрепляем малярным скотчем, изолируем обмотку при помощи скотча малярного и пропитываем клеем.
Есть ещё один хороший вариант изоляции между слоями. Очень хорошо будет если в ходе намотки будете использовать бумагу для выпечки (пергамент) нарезанную на такие же полосочки и после обмотанной. В итоге транс необходимо будет пропитать, а реально сварить на паровой бане смеси 50:50 соответственно парафин:воск. Паровая баня берем в кастрюлю набираем воды и ставим кипятится(нам нужен пар). Сверху устанавливаем емкость в которой помещен трансформатор и воск-парафин. Трансформатор зарание подвязываем на проволоку, конец оставляем(когда смесь потечёт за эту нить нужно в мокать трансформатор как пакетик чая в чашке). Когда будете окунать трансформатор нужно осторожно дабы капли воска не попали на пламя, очень сильно горючь!!! Ранее именно таким "расстовором" пропитывались выходные трансформаторы для ламповых УНЧ, Хотя и другие качественные трансы тоже. Когда смесь разогрета она имеет очень высокую текучесть почти как у воды, в результате чего бумага стает буквально пропитана парафином и воском. Однако этот вариант будет изначально не эффективен если транс будет греться (теплый) при температуре в 50 градусов, воск уже достаточно мягкий и не будет сдерживать провод от вибрации 50Гц, хотя и будет выполнять функции диэлектрика. (Правда именно из-за вибрации и тре ния провода перетираются и получается замкнутый виток, который приводит к повреждениям уже в ходе эксплуатации ).
Для импульсных трансформаторов рекомендую в качестве пропитки использовать не скотч, а бумагу+ клей БФ-2. Этот клей прежде всего применяется в изготовлении катушек для динамиков. Но в импульсном трансформаторе тоже очень хорошо себя проявил. При неоднократной перегрузке не малейшего писка на частоте преобразования в 15КГц. Разматывая обмотки из каркаса, они снимались шлейфом ш ириной у 8 жил.
В ходе намотки периодически измеряем ток холостого хода, для этого необходимо подключать тестер последовательно с первичной обмоткой в режиме амперметра(читаем инструкцию на тестер). Измерять ток х.х. необходимо очень осторожно ведь работа от сети! Для избегания всяких ЧП рекомендую последовательно с первичкой включить лампочку на 220В, мощности порядка 40Вт. Лампочка будет гореть если число витков сильно мало, если транс намотан правильно то она должна быть лишь с розовым оттенком, что говорит о низком токе который через неё протекает. Трансформатор имеет большие пусковые токи, в момент запуска трансформатора перегрузки могут достигать 160 раз. Поэтому запуск трансформатора необходимо делать не непосредственно через тестер, а при помощи «перемычки» которую потом размыкаешь и ток начинает течь через тестер. Перемычку можно реализовать простым замыканием щупов тестера, которые потом разомкнуть. Каким должен быть ток холостого хода я напишу ниже.
Для трансформаторов у которых низкий ток потребления рекомендуется использовать резистор 10 или 100 Ом(2-5Вт) который включается последовательно с первичной обмоткой. Измерив падение напряжения на резисторе, при помощи закона ома перещетать ток. Такой метод является более предпочтительный нежели первый, но в тоже время более опасным при высоком токе потребления- резистор превращается в уголь за доли секунд!!!
О том как измерять ток х.х. я вкратце рассказал написал, теперь о значениях. Норму тока х.х. каждый определяет для каждого транса индивидуально, но обычно норма это до 50 мА при 230В, правда некоторые говорят что и 0,5А нормально. Чем ниже ток тем лучше! Чем ниже ток покоя, тем более форма тока х.х. похожа на синус. Если у вас ток х.х. от 20-50 то это терпимо, скажем так на троечку, от 10-20 это четыре, меньше 10мА эт явно пять. У маленьких ториков, ток будет маленьким из-за высокого сопротивления первичной обмотки, это нужно учитывать! Хотя как на меня мотать торы вручную меньше сотни ватт это зверство! Количество витков первичной обмотки в них достигает пару тысяч.
Намотаный мною трансформатор по моей методике имеет ток х.х. равным 11мА (при 4 слоях первички).
Если последовательно всё делать, то получится нечто похожее:

ПРОЦЕСС ТЕСТИРОВАНИЯ И ИЗМЕРЕНИЯ
О том как измерять ток х.х. я вкратце рассказал написал, теперь о значениях. Норму тока х.х. каждый определяется для каждого транса индивидуально, но обычно норма это до 50 мА при 230В, правда некоторые говорят что и 0,5А нормально. Чем ниже ток тем лучше! Чем ниже ток покоя, тем более форма тока х.х. похожа на синус. Если у вас ток х.х. от 20-50 то это терпимо, скажем так на троечку, от 10-20 это четыре, меньше 10мА эт явно пять. У маленьких ториков, ток будет маленьким из-за высокого сопротивления первичной обмотки, это нужно учитывать! Хотя как на меня мотать торы вручную меньше сотни ватт это зверство! Количество витков первичной обмотки в них достигает пару тысяч.
Очень полезно будет посмотреть форму тока холостого хода, в первичной обмотке при помощи осциллографа. НО!! это нужно делать в очень специальных условиях! Для этого необходим развязывающий трансформатор (220/220В), при том что индукция должна быть очень низкой что-б не вызывать дополнительных искажений формы "синуса". А также латр. Этот пункт теста рекомендую делать только очень опытным специалистам, последствия чреваты выгоранием осциллографа!!!
При использовании моих параметров намотки я «снимал» с такого транса 150 ватт на протяжении нескольких часов (дольше не было времени).
Изолируем первичную обмотку от вторичной.
После намотки необходимо числа слоев первичной обмотки мы подходим к моменту намотки вторички. Изолировать первичную обмотку от вторичной нужно очень тщательно.
В случае если вдруг сгорит вторичная обмотка то найхутшие последствия это выход из строя УНЧ. Но если в этот момент каким то образом вторичная обмотка «закоротит» на первичную то это уже опасность для жизнь! Ибо вторичная обмотка трансформатора в средней точке подключена к корпусу уся, представьте что когда вы крутите ручку регулировку громкости вас бьет током?! Неприятно поэтому заземление в розетке это не желаемая норма это необходимость, если вам дорого свое здоровье рекомендую уделить этому особое внимание… (Это было небольшое отступление).
Исходя из того что в розетках ОЧЕНЬ редко бывает НАСТОЯЩИЕ заземление, нужно максимально изолировать первичную обмотку от вторичной. Для этой операции можно применить уже накатанный метод и использовать скотч малярный. НО толщину слоя нужно как минимум удвоить, а лучше втрое. Притом пропитка клеем обязательно, клей придаст эластичности и дополнительный слой. Более лучшим вариантом будет применение специальных электротехнических лаков типа ЦАПОН (цвет не важен). В этом случае мы буквально вымачиваем тор в лаке, можно вплоть до того что замочить его! Лак будет более текучий если его подогреть, цапон при нагрев стает похожий на воду, и тем самым хорошо пропитывает обмотки изолируя и закрепляя их. Относительно первичной обмотки это одни из лучших мер, как на меня даже лучше парафина. Если вы собираетесь использовать пропитки то логично что использовать всякие «жёлтые-трансформаторные» скотчи противопоказанно, слой скотча просто не даст протечь глубже, в отличии от бумаги или лакоткани. Касательно «фиксации» и изолирования вторичной обмотки при помощи лаков категорически против (вдруг нужно перемотать вторичную, это будет сделать не возможно, кроме того смотанный провод только на металлолом.)
Если нет лака, а малярный-скотч не впечатляет. Очень даже неплохо будет изолировать обмотки фторопластом, этот материал супер изолятор! С виду он похож на плёнку белого слегка прозрачного цвета (фото ниже).

Основная особенность он термоустойчив к нагреванию (от минус -268 до +260 градусов). Когда мне нужно увеличить температуру жала паяльника, я просто обматываю его фторопластом не давая охлаждаться «телу» паяльника). Такие изюминки можно найти только в спец магазинах, хотя там рядом будет и лакоткань J, что тоже очень хорошо. Доступ к таким ассортиментам есть далеко не у всех, а если хочется… В таком случае рекомендую порыться в закромах. Фторопласт нужной нам формы можно достать в конденсаторах типа ФТ. Если аккуратно демонтировать алюминиевый корпус конденсатора то мы получим сердечник(сам конденсатор) из плотно намотанного так нам нужного фторопласта. Из конденсатора 0,022мкф можно смотать два куска по одному метру. Для изоляции первички нам потребуется около 5-6 метров. То бишь ищем мин 3 конденсатора. Фторопластовые конденсаторы очень хорошие на звук поэтому сначала подумайте, прежде чем их портить.
Учитывайте то что фторопласт не даст пропитаться обмотке транса подобно скотчу, поэтому если хотите пропитать парафином делайте это до изоляции обмоток фторопластом.
Об экранировании первичной обмотки от вторичной опишу немного позже, это уже скорее в раздел о высоких материях.
Финальная отделка транса и его крепёж.
Момент по намотке вторички я пропускаю, потому как он абсолютно аналогичный процессу намотки первички. Что касается финальной отделки то тут нужно понимать некоторые моменты.
Тороидальный трансформатор это замкнутый магнитопровод, лента сердечника намотана плотным рулоном после отожжённая в печи при вакууме. Намотка его осложнена необходимостью продевания провода в окно. Преимуществом его является то что сам сердечник находится внутри не испуская лишних помех, потому как их в момент подхватывают вторички транса. Таким образом сердечник транса- грубая железка находится внутри, а мягкий медный провод вскрытый хрупким лаком его (кусок железки) храбро защищает. Корпус тороида очень сильно подвержен повреждениям из вне. Падение тора из приличной высоты может его «убить» при помощи КЗ обмоток. Тогда как трансы типа ПЛ или Ш-образном железе наоборот защищают вторичную обмотку. Таким образом закрепить ТС-ник намного проще потому что его можно и нужно очень сильно сжимать металическими стяжками дабы уменьшить зазор- щель в сердечнике, и тем самым минимизировать потери и гул- вибрации пластин. Тороид закрепить намного сложнее, а точнее вариантов минимум. Прежде чем делать финальную отделку транса нужно четко представлять, как будет крепиться транс к корпусу.
И всё же, какие варианты изоляции-отделки:
Как вариант можно применить прозрачную ленту в которую была упакована петля размагничивания (кстати некоторые петли обматывались фторопластом, проверьте может вам повезло). В результате получаются очень красивые бублики (видно намотку, и красивый провод). Но повышенная температура трансформатора будет смягчать изоляции тем самым понижая уровень её прочности. Но это не главное! Когда вы изолируете трансформатор «пленкой» уровень теплоотдачи сильно падает, а тор может греться сильнее. Думаю все стараются покупать вещи из натуральных материалов, стараясь избегать синтетику, потому как в ней тело «не дышит» и человек потеет… так почему тор должен терпеть. Для этих вещей более лучше подходит применение киперной ленты (простынь нарезанная в полосы J). Для того что-б она была ещё прочнее я перед намоткой вымачиваю её в том клее- ПВА. Затем обматываю тор, во время намотки лишнее выдавливает. После засыхания образуется хороший жестковатый тряпочный каркас… Если вдруг нужно размотать достаточно просто ненадолго замочить. Также допускаются варианты обработки (по уже обмотанному трансформатору) краской как алкидной так и водоэмульсионной, или спец лаками.
Какие варианты крепежа:
Одним из явных способов крепления тора есть крепёж при помощи болта продетого через центр тора. При креплении таким образом учитывайте то что через болт, а потом днище корпуса, после по стенках корпуса, верхней крышке может образоваться виток сечение которого просто бешенное (в зависимости от диаметра крепёжного болта). Не в коем случае не крепите тор к днищу и верхней крышке, образуете замкнутый виток и спалите тор!
Кроме того в щели между крепежом и верхней крышкой будут наводиться помехи так как болт железный (магнетик). Чем меньше зазор тем выше уровень. Не редко говорят без крышки УНЧ играет всё отлично нет фона накрываю крышкой и появляется сумасшедший фон. Наводятся помехи, для избежание таких наводок необходимо применять крепёжный болт из материалов диамагнетиков, например хорошо себя показала латунь... (но не забываем об возможности образования витка через корпус).
Теперь нужно как то упереться в обмотку тора, при том площадь касания должна быть максимальна, для минимизации давления на провод. Я для этих целей использую заднюю шайбу и керно от магнитной системы динамиков, всё что нужно - это просверлить отверстие в керне и нарезать резьбу после получается очень хороший крепеж (фото ниже).

Также можно вырезать кусок текстолита или гитинакса толщиной от 3 мм, придать форму для максимального контакта «шайбы» с поверхностью тора. Нужно использовать прокладку между «шайбой» и телом тора для этого используйте резину, толщина которой должна быть минимум в два раза толще диаметра вторичной обмотки (почему догадайтесь сами), ложем и снизу и сверху. Изготавливая эту шайбу можно предусмотреть установку медных заклёпок для того чтобы зафиксировать выводы на «клеммной колодке». Если кому то непонятно есть фото такой конструкции.
Диаметр шпильки или болта продетого через центр тора вряд ли будет соответствует диаметру окна. Для того чтоб бублик не летал на этом болту как обруч на балерине необходимо его либо обмотать изолентой (до нужного диаметра) или можно применить толстую резину конусной формы. Такого рода резинку без проблем найдут автомобилисты например резинка из ВАЗ2107 реактивного стабилизатора или амортизатора, имеет нужно форму и стоит копейки.
Не редко в заводских версиях окно заполняют компаундом вставив туда втулку, за которую и крепят тор. В практике радиолюбители такое не применяется (обычно) потому что опять же разобрать тор не повредив провод не возможно. В домашних условиях такую заглушку можно реализовать при помощи эпоксидки.
Ещё один вариант крепежа «паук». По сути делается такая же крышка шайба только больших размеров. Форма её обычно квадратная крышка из железа или текстолита, края выступают за границы наружной части трансформатора. В этих углах просверлены отверстия и при помощи болтов притягивается к корпусу, таким образом вы не продеваете через центр болт и не создаете не доделанный виток через корпус УНЧ.
ОЧЕНЬ хорошо будет сделать железный «горшок с крышкой» из толстой стали (мин 2мм) для тороида, в который поместить тор и залить компаундом например парафином или воском (или той же эпоксидной смолой), хотя после эпоксидки его будет не разобрать. Таким образом решается не только проблема крепежа но также и экранирования от помех. (Фото подобной конструкции завалялось на компе, автора не помню но думаю он не обидится).

Немного об экранировании.
Между первичной и вторичной обмоткой очень хорошо будет разместить экранирующую обмотку. В идеале эта обмотка должна практически перекрывать все видимые части тороида, перекрывая магнитные потоки на пути от сердечника (первичной обмотки) ко вторичке. Один конец экранирующей обмотки должен быть «ввоздухе», а другой подключен на мекку(корпус) усилителя (иногда через резистор до 10 ом). Первый конец можно хорошо заизолировать и оставить внутри тора. Второй, тот который на землю корпуса, вывести при помощи многожильного гибкого провода.
В идеальном случае намотку нужно производить медной лентой шириной около 15-20мм, которая изолирована с обеих сторон лакотканью, изолентой или фторопластом, можно и скотчем малярным но очень аккуратно дабы не порвать и не сделать микро трещин (как в ленте так и в изоляторе), которые пробьет напряжением. Экранирование таким образом занимает очень много места и делает много пустот, которые ухудшают теплоотдачу, добавляя гул и «зря» отдаляют вторичку от сердечника. «Более» экономно будет если намотать экран проводом диаметром около 0,6мм. Но если будет просматриваться сердечник, то будьте уверены помехи пройдут через эти «окошки», то есть или мотаем как нужно очень плотно в несколько слоев, или не делаем пустую работу! Если есть возможность то можно сделать такой экран, однозначно хуже будет!
Гораздо лучше экранировать трансформатор по итогу намотки, то есть когда намотан полностью трансформатор (Хотя честно говоря нужно делить помехи по классам и виду, и отдельно рассматривать методы борьбы с ними). Идеально в таком случае будет использовать не медную ленту, а пермаллой. Хотя если на Вас смотрят кирпичными глазами при слове фторопласт, то о пермаллое можете мечтать;). Очень даже хорошо обвернуть трансформатор в несколько слоев трансформаторного железа, для этих целей подойдёт железо из любого трансформатора. (Я применяю сталь от старого сердечника из 2-х амперного латра).

Вот тор экранирован при помощи трансформаторной ленты, помещен в металлическую крышку и проварен в парафине, ток х.х. 1,5 мА, первички более 2500 витков, межслойная фторопласт, с последовательной проваркой в парафине. Делал в кружке + трансформаторная сталь, получилось очень даже хорошо (смотрите выше)! Этот тор использовал для работы в предварительном усилителе.
Делать горшок из алюминия не стоит, он не от чего не защитит. Делать нужно из толстой стали (не менее 2мм), и ещё очень хорошо изнутри дополнительно про экранировать медью (листовой толщиной около 1мм). Хотя сам таких вещей не делал (из медью), но авторитетные люди советовали.
В заключении о помехах из торов скажу, что тороиды очень редко генерируют помехи на оборудование, при том замечена особенность что фонят торы те которые не домотаны, имеют высокий ток х.х. ил завышенную индукцию… Поэтому если не пожадничать и намотать тороид из заниженной магнитной индукцией(увеличить число витков на вольт) то вы вряд ли столкнётесь с проблемой помех от трансформатора.
Планируется дополнить статью такими "изюминками"... пока что очень бегло...
Внутреннее сопротивление.
Все трансформаторы и источники энергии (блоки питания) имеют такой абстрактный параметр как внутреннее сопротивление. Как это понимать?! В случае с трансформатором это сопротивление будет равняться активному сопротивлению обмоток. Когда вы подключаете к трансу нагрузку, то протекающий ток и сопротивление обмоток создают просадку напряжения. Чтобы просадка по напряжению была минимальной необходимо увеличивать сечение проводника (снизив его сопротивление). Но в тоже время необходимо учитывать этот факт при эксплуатации, что габаритная мощность обмоток будет выше габаритной мощности сердечника, внимательно чтобы не перегрузить первичку.
Секционная намотка.
Заниженная индукция.
Неявный виток.
Экранирование и виды помех.
P.S. Моя первая статья да ещё и не законченная просьба помидорами не кидать.. Времени закончить никак нет, выкладываю то, что уже накатал очень давно... Сейчас эти бублик успешно работает в Натали 2012ЭА, в соответствующей ветке можете поискать фото, а вот и




Популярное
- Огэ английский язык тренировочные тесты
- Как подготовиться к УЗИ почек: полезные советы
- К чему снится тюлень мужчинам, женщинам и детям?
- Вкусные крабовые салаты с грибами и кукурузой Крабовый салат с грибами и сыром
- Салат с курицей и огурцом
- Похищение человека видеть во сне
- Молитвы о примирении враждующих после сильной ссоры супругов, родственников, друзей
- «Пошли в лобовую атаку»: как конгресс заставил Дональда Трампа подписать закон о санкциях против России
- Существовал ил на самом деле пророк Даниил?
- БГУ. История БГУ. Белорусский государственный университет Легко ли учиться в БГУ